
Page 36 - 《真空与低温》2026年第2期
P. 36
肖汉武等:双腔或多腔体封装器件的密封检测 155
规范要求的。而当测量漏率略大于拒收极限值 R 1 两个腔体的实际测量漏率,很难判断两个腔体的漏
−3
3
(3.2×10 Pa·cm /s),如假定腔体 1 的实际测量漏率 率是否都超标。据悉,鉴定机构通常的做法是只要
−3
R 1 为 1.5×10 Pa·cm /s,腔体 2 的实际测量漏率 R 1 检漏仪显示的测量漏率大于拒收极限值 R 1 ,即可判
3
3
−3
为 1.7×10 Pa·cm /s,由于检漏仪并不能单独测定 定该封装密封不合格。
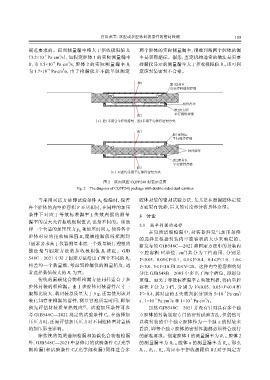
腔1 腔1密封区
合金焊料熔封焊缝
柯伐焊环
腔2密封区
平行缝焊焊缝
腔2
(a)腔1采用合金焊料熔封、腔2采用平行缝焊密封方式
腔1
腔1密封区
平行缝焊焊缝
柯伐焊环
腔2密封区
平行缝焊焊缝
腔2
(b)双腔均采用平行缝焊密封方式
图 2 双面双腔 CQFP240 封装示意图
Fig. 2 The diagram of CQFP240 package with double-sided dual-cavities
当采用灵活方法即试验条件 A 2 检漏时,倘若 腔体封装的密封试验方法,尤其是在泄漏腔体定位
各个腔体的内空腔容积 V 不尽相同,在同样的加压 方面更有优势,后文的讨论部分将具体介绍。
条件下对应于等效标准漏率 L 失效判据的测量 3 讨论
漏率的最大允许拒收极限值 R 1 也是不同的。须选
3.1 漏率判据的选择
择一个合适的加压压力 p E 和加压时间 t 1 ,使得各个
在氦质谱细检漏中,封装器件氦气加压条件
腔体对应的拒收极限值 R 1 能被检漏仪所探测到
的选择是根据封装内空腔容积的大小来确定的。
(通常要求高于仪器测量本底一个数量级),理想的
新发布的 GJB548C—2021 将固定方法中的封装内
做法是与固定方法的拒收极限值 R 1 接近。GJB 3
空腔容积 V(单位:cm )共分为 7 档范围,分别是
548C—2021 中对于固定方法给出了两个不同的 R 1 , V<0.05、 0.05 ⩽V<0.1、 0.1 ⩽V<0.4、 0.4 ⩽V<1.0、 1.0 ⩽
相差约一个数量级,考虑到检漏仪的测量精度,通 V<5.0、5 ⩽V<10 和 10 ⩽V<20。这种内空腔容积的划
常选择数值较大的 R 1 为宜。 分比 GJB548B—2005 中多出了两个档位,即划分
传统的氟碳化合物粗检漏方法同样适合于多 更细。而关于等效标准漏率 L 失效判据,将内空腔
腔体封装的粗检漏。由于多腔体封装器件尺寸一 容积 V 分 为 3 档 , 分 别 为 V ⩽0.05、 0.05<V ⩽0.4 和
3
−3
般都比较大,若封装总质量大于 5 g,还需使用该封 V>0.4,其对应的 L 失效判据分别为 5×10 Pa·cm /
3
−1
装已知存在粗漏的器件,测量冒泡所需时间,即须 s、1×10 Pa·cm /s 和 1×10 Pa·cm /s。
−2
3
[1]
预先评估封装质量热效应 。试验加压条件可参 虽然 GJB548C—2021 并没有针对具有多个独
考 GJB548C—2021 规定的试验条件 C 1 ,在选择加 立腔体的封装制定专门的密封试验方法,但仍然可
压压力时,还需评估加压压力对不同腔体密封盖板 以将封装的单个独立腔体作为一个独立的封装来
的加压形变影响。 看待,即每个独立腔体的密封性能都必须符合现行
除传统的氦质谱细检漏和氟碳化合物粗检漏 的标准要求。假定腔体 1 的测量漏率为 R 1-1 ,腔体 2
外,GJB548C—2021 中新修订的试验条件 C 4 (光学 的测量漏率为 R 2-1 ,腔体 n 的测量漏率为 R n-1 ,那么
粗检漏)和试验条件 C 5 (光学细检漏)同样适合多 R 1-1 、R 2-1 、R n- 均应小于拒收极限值 R 1 (对于固定方
1