
Page 35 - 《真空与低温》2026年第2期
P. 35
154 真空与低温 第 32 卷 第 2 期
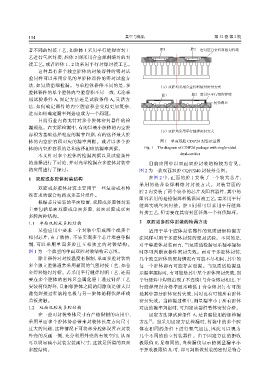
者不同的封接工艺,如腔体 1 采用平行缝焊密封工 腔1 腔2 密封区合金焊料熔封焊缝
艺进行气密封接,腔体 2 则采用合金焊料熔封的封
接工艺,或者腔体 1、2 均采用平行封焊封接工艺。
这种具有多个独立腔体的封装器件的密封试
验同样可以采用常见的单腔体器件的密封试验方
法,如氦质谱细检漏。与单腔体器件不同的是,多 (a)双腔均采用合金焊料熔封密封方式
腔体器件的单个腔体内空腔容积不尽一致,无论采
腔1 腔2 密封区平行缝焊焊缝
用试验条件 A 1 固定方法还是试验条件 A 2 灵活方
柯伐焊环
法,如何确定器件的内空腔容积会变得更加复杂,
进而如何确定漏率判据也成为一个问题。
目前行业内尚无针对多个腔体密封器件的检
漏规范。在实际检漏中,有的以最小腔体的内空腔
(b)双腔均采用平行缝焊密封方式
容积为基础选择相应的漏率判据,有的选择最大腔
体的内空腔容积对应的漏率判据。或者以多个腔 图 1 单面双腔 CDIP24 封装示意图
体的内空腔容积的总和选择相应的漏率判据。 Fig. 1 The diagram of CDIP24 package with single-sided
本文针对多个腔体的检漏判据以及试验条件 dual-cavities
的选择进行了讨论,并对光学检漏在多腔体封装中 目前应用中以双面双腔封装结构较为常见。
的应用进行了探讨。 图 2 为一款双面双腔 CQFP240 封装外壳图。
1 双腔或多腔体封装结构 在图 2 中,正面的腔 1 安装了一个较大芯片,
采用的是合金焊料熔封封接方式。封装背面的
双腔或多腔体封装主要用于一些复杂或有特
腔 2 内安装了两个较小的芯片及阻容器件,其中的
殊要求的混合电路或多芯片组件。
阻容采用的是铅锡焊料低温回流工艺,需采用平行
根据芯片安装的平面位置,双腔或多腔体封装
缝焊实现气密封接。腔 1 同样可以采用平行缝焊
主要包括单面双腔或单面多腔、双面双腔或双面
封接工艺,但需要在其密封区钎焊一个柯伐焊环。
多腔两种结构。
1.1 单面双腔或多腔结构 2 双腔或多腔体封装的检漏方法
某些应用中要求一个封装中集成两个或多个 适用于单个腔体封装器件的氦质谱细检漏方
相同芯片,由于散热、不易实现多个芯片堆叠等限 法同样可用于多腔体封装的密封试验。不同的是,
制,可以采用单面多腔且互相独立的封装结构。 对于单腔体封装而言,当氦质谱检漏显示漏率超标
图 1 为一个典型的单面双腔封装结构示意图。 时即可判断该器件密封失效。而对于多腔体封装,
除非器件对封接温度有限制,单面多腔封装的 几个独立腔体的密封情况有可能不尽相同,其中的
多个独立腔体通常采用相同的气密封接工艺,如合 每一个腔体都有可能存在泄漏。当氦质谱检漏显
金焊料熔封封帽。若采用平行缝焊封帽工艺,还需 示漏率超标时,有可能是其中某个腔体密封失效,如
要在多个腔体的密封区金属化层上通过钎焊工艺 平行缝焊中焊缝出现了不连续(与合金熔封相比,平
安装柯伐焊环,且相邻腔体之间的间隙须足够大以 行缝焊密封合格率通常略低于合金熔封);有可能
避免焊接过程滚轮电极与另一腔体的柯伐焊环或 是其中部分腔体密封失效,同时也有可能所有腔体
盖板接触。 密封失效。当检漏过程中,测量漏率小于所有腔体
1.2 双面双腔或多腔结构 对应的漏率判据时,可判定该器件整体密封合格。
在一些对封装整体尺寸有严格限制的应用中, 固定方法即试验条件 A 1 是普遍使用的细检漏
[1]
采用单面多个腔体势必带来封装体长度方向尺寸 方法 。当采用固定方法检漏时,封装中的多个腔
过大的问题,这种情况下可将部分腔体设置在封装 体在相同的条件下进行氦气加压,因此可以视为
外壳的反面一侧,充分利用外壳的有效空间,从而 几个不同的独立封装器件。由于固定方法的拒收
可以明显减小封装安装面尺寸,这就是所谓的双面 极限值 R 1 是相同的,当检漏仪显示的测量漏率小
多腔结构。 于拒收极限值 R 1 时,即可判断该封装的密封是符合