
Page 40 - 《真空与低温》2026年第2期
P. 40
肖汉武等:双腔或多腔体封装器件的密封检测 159
团队的实践,采用两次粗检漏时,第二次检漏可以 右,将器件反面腔体朝上置于 125 ℃ 的高温氟碳化
无需重新加压。第一次粗检漏结束后,待器件充分 合物中,若该腔体存在较大泄漏,依然可以观察到
冷却后将器件浸泡在低温氟碳化合物中 5 min 左 冒泡现象。
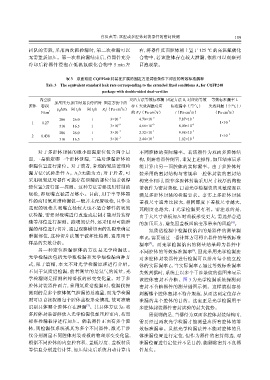
表 3 双面双腔 CQFP240 封装在扩展的固定方法试验条件下对应的等效标准漏率
Tab. 3 The equivalent standard leak rate corresponding to the extended fixed conditions A 1 for CQFP240
package with double-sided dual-cavities
内空腔 灵活方法等效标准漏 固定方法 R 1 对应的等效 等效标准漏率 L
加压压力加压时最长停留时 固定方法中的
腔体 容积 率 L 失效判据对应 标准漏率(空气) 失效判据(空气)/
p E /kPa 间 t 1 /h 间 t 2 /h R 1 /(Pa·cm /s)
3
3
3
3
V/cm 3 的 R 1 /(Pa·cm /s) /(Pa·cm /s) (Pa·cm /s)
206 26.0 1 3×10 −3 4.79×10 −3 7.87×10 −3
1 0.27 −3 −3 −3 1×10 −2
310 16.5 1 3×10 4.66×10 8.00×10
206 26.0 1 3×10 −3 2.32×10 −1 9.98×10 −3 −1
2 0.438 −3 −1 −2 1×10
310 16.5 1 3×10 2.44×10 1.02×10
对于多腔体封装的微小泄漏定位包含两个层 不同腔体的实际漏率。若该器件为双面多腔体结
面,一是确定哪一个腔体泄漏,二是对泄漏腔体的 构,则需将器件倒置,重复上述操作,加压结束后系
泄漏位置进行定位。对于前者,常规的氦质谱细检 统计算出另一面腔体的实际漏率。由于多腔体封
漏方法(试验条件 A 1 、A 2 )无能为力;对于后者,可 装采用的密封结构与常规单一腔体封装的密封结
采用吸氦法对器件可能存在泄漏的部位(如盖板焊 构完全相同,除非多腔体封装采用尺寸较厚的陶瓷
缝位置)进行逐一探测。这种方法需要选用特制的 盖板作为密封盖板,目前光学检漏仪的灵敏度足以
吸枪,即吸嘴直径需足够小。目前,用于半导体器 满足多腔体封装的检漏要求。事实上多腔体封装
件的商用氦质谱检漏仪一般并未配置吸枪,且作为 盖板尺寸通常比较大,相同厚度下盖板尺寸越大,
选配的吸枪其吸嘴直径较大也不适合器件的吸氦 其刚度也越大,于光学检漏更有利。需注意的是,
法检漏,需要对吸嘴进行改造或定制才能对封装焊 由于大尺寸盖板加压时盖板形变更大,需选择合适
缝等部位进行探测。除吸氦法外,还采用对可能泄 的加压压力,避免因盖板凹陷变形带来的风险 。
[4]
漏的部位进行切片,通过观察横切面的孔隙来确定 氦质谱检漏中检漏仪给出的是器件的测量漏
泄漏部位,这种切片法属于破坏性检测,通常用于 率 R 1 ,需要通过一番计算方可得出器件的等效标准
样品的失效分析。 漏率 。而光学检漏给出的测量结果即为器件中
[5]
另一种定位泄漏腔体的方法是光学检漏法。 不同腔体的等效标准漏率 ,因此采用光学检漏法
[6]
光学检漏法包括光学粗检漏和光学细检漏两种方 对多腔体封装器件进行检漏可以给出每个独立腔
式,限于篇幅,本文不对光学检漏原理进行介绍。 体的实际漏率 L,当实际漏率 L 超过等效标准漏率
不同于氦质谱检漏,前者测量的是氦气的流量,光 失效判据时,系统上以多个干涉条纹的谱图来显示
学检漏则是探测密封盖板的形变变化量。对于多 该腔体密封不合格。图 3 为光学检漏系统探测到
腔体封装器件而言,采用氦质谱检漏时,检漏仪探 密封不合格器件的测量谱图示例。这样就很容易
测到的是多个腔体氦气泄漏的总流量,而光学检漏 判断哪个腔体密封不符合规范,从而达到定位存在
则可以直接探测每个腔体盖板形变情况,故可准确 泄漏的某个腔体的目的。这也正是光学检漏用于
[3]
识别具体哪个腔体存在泄漏 。其具体方法为:将 多腔体封装器件密封试验的最大优势。
多腔体封装器件放入光学检漏仪加压腔室内,按照 需说明的是,当器件为双面多腔体封装结构时,
标准检漏程序进行加压。倘若器件正面有多个腔 需要经过两次光学检漏才能测量出所有腔体的等
体,则检漏仪系统视其为多个不同器件,激光干涉 效标准漏率。虽然光学检漏法并不能对腔体的具
仪分别测量不同腔体封装盖板的物理形变变化量, 体泄漏位置进行定位,但作为器件的密封筛选,对
根据不同腔体的内空腔容积、盖板厚度、盖板材质 泄漏位置进行定位并不是目的,能剔除密封不良器
等信息分别进行计算,加压结束后系统自动计算出 件足矣。