
Page 127 - 《摩擦学学报》2020年第6期
P. 127
810 摩 擦 学 学 报 第 40 卷
1.2.3 润滑脂结构表征 0.1
根据GB/T 269方法,利用锥入度测定器(武汉研
Steady wear process
润科技有限公司)测定润滑脂锥入度;根据DIN 51810
NLGI000-1方法,采用安东帕流变仪(MCR302)测试润 Running and wear process Sharp wear process
滑脂的剪切黏度,试验条件为在40 ℃温度条件下,在
Grease A
−1 −1 0.01
100 s 剪切速率下,运行60 s;静置120 s后,在0→1 000 s
剪切速率下作用60 s;最后,在1 000 s 剪切速率下,运 Grease B
−1
行300 s所得数据即为剪切黏度. 6 4 100
0.1 1 10 100 1 000 10 000
采用蔡司场发射扫描电子显微镜(SIGMA 300)观 Time/h
察润滑脂的纤维结构;采用珀金埃尔默傅立叶变换 Fig. 2 Wear curves of RV reducer fatigue test
红外光谱仪(Spectrum 100)表征润滑脂的化学官能团 图 2 RV减速机疲劳试验的磨损曲线
组成.
稳定磨损阶段和剧烈磨损阶段. 由图2可知,对于润滑
1.2.4 润滑脂摩擦磨损性能测试
脂A,当台架运行0~6 h时,台架处于跑合磨损阶段,润
根据SH/T0202和NB/SH/T0189方法,采用厦门天
滑脂A的铁粉质量分数迅速达到0.010%;当台架运行
机自动化有限公司制造的四球摩擦试验机(MS-10A)
6~4 100 h,台架处于稳定磨损阶段,该阶段润滑脂A的
测试润滑脂的极压性和抗磨性,其中钢球由厦门天机
铁粉质量分数值变化程度较小(最大值为0.015%);
提供,材质为GGr15,直径为12.70 mm.
当台架运行时间超过4 100 h,台架处于剧烈磨损阶
考虑到RV减速机疲劳寿命台架实际运行工况为
段,润滑脂A的铁粉质量分数急剧升高至0.125%,说
RV减速机在一定摆动角下进行往复变速运动,且
明该减速机内部已经出现明显磨损,同时也导致台架
RV减速机的箱体一般由球墨铸铁材质加工而成. 因
的温升和噪音明显增大. 对于润滑脂B,当台架运行
此,设计了钢球-球墨铸铁试验夹具,用于评价钢球-球
墨铸铁的摩擦学性能. 其中,钢球材质为GGr15,直径 0~1 h时,台架处于跑合磨损阶段,润滑脂B的铁粉质
为12.70 mm;球墨铸铁型号为QT500-7. 利用四球试验 量分数迅速增大到0.005%;台架运行时间达到9 000 h
机和钢球-球墨铸铁试验夹具,在固定负载(40 kg)和温 时,润滑脂B的铁粉质量分数仍然保持在0.005%,疲劳
度(40 ℃)条件下,研究不同转速条件下润滑脂的摩擦 寿命台架还处于稳定磨损阶段,说明润滑脂B具有优
系数变化. 异的抗磨性能和耐久性,能够延长RV减速机疲劳寿命.
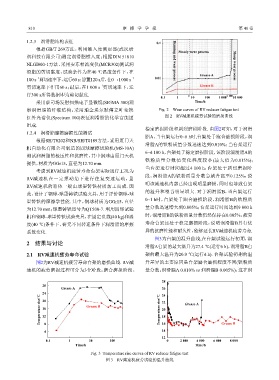
图3为台架的温升曲线,在台架试验运行初期,润
2 结果与讨论
滑脂A台架的最大温升为27.4 ℃(运行6 h),润滑脂B台
2.1 RV减速机疲劳寿命试验 架的最大温升为20.9 ℃(运行4 h). 台架试验初期的温
图2为RV减速机疲劳寿命台架的磨损曲线. RV减 升差异的主要原因是台架磨合磨损程度不同(铁粉质
速机的疲劳磨损过程可分为3个阶段:磨合磨损阶段、 量分数:润滑脂A 0.010% vs 润滑脂B 0.005%),这在润
28
28
Grease A 26
24 24
Temperature rise/℃ 16 Grease B Temperature rise/℃ 22 Grease A
20
20
12
18
14
4 8 16 Grease B
12
0.1 1 10 100 0 2 000 4 000 6 000 8 000
Time/h Time/h
Fig. 3 Temperature rise curves of RV reducer fatigue test
图 3 RV减速机疲劳试验的温升曲线