
Page 67 - 《振动工程学报》2025年第8期
P. 67
第 8 期 刘 鹏,等: 一种机器人铣削颤振抑制用磁流变弹性体吸振器的设计与试验研究 1707
图 18 25 Hz 振动输出下振子和主轴的加速度时间历程
Fig. 18 Acceleration time-history of oscillator and spindle
under 25 Hz vibration output
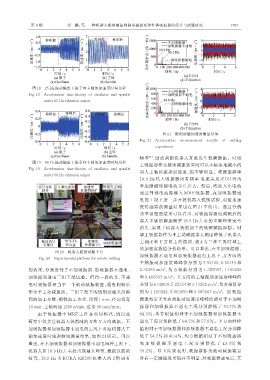
图 21 铣削试验加速度测量结果
Fig. 21 Acceleration measurement results of milling
experiment
频率 ,因此判断机器人在此发生低频颤振。时域
[4]
图 19 40 Hz 振动输出下振子和主轴的加速度时间历程
上吸振器作为被动减振装置时可以小幅度地减小机
Fig. 19 Acceleration time-history of oscillator and spindle
器人主轴的振动加速度,但不够明显。将颤振频率
under 40 Hz vibration output
18.9 Hz 代入吸振器固有频率‑电流关系式(6)得出
对应励磁线圈电流为 0.15 A。然后,将此大小电流
通过外部电流源输入 MRE 吸振器,在加吸振器通
电的工况下进一步开展机器人铣削试验,对应加速
度传感器的测量结果也在图 21 中给出。通过分析
功率谱密度结果可以看出,对吸振器通电调频后机
器人主轴的颤振频率 18.9 Hz 左右的主频峰值完全
消失,实现了机器人铣削加工的低频颤振抑制。时
域上吸振器作为半主动减振器大幅度降低了机器人
主轴 X 和 Y 方向上的振动,表 4 为三种工况时域上
的加速度数值分析结果。可以看出,在不加吸振器、
图 20 机器人铣削试验平台
加吸振器不通电和加吸振器通电工况下,X 方向的
Fig. 20 Experimental platform for robotic milling
主轴振动加速度峰峰值分别为 7.93180、6.50149 和
的效果,分别进行了不加吸振器、加吸振器不通电、 2.32365 m/s ,均 方 根 值 分 别 为 1.327007、1.109293
2
加吸振器通电三组工况试验。值得一提的是,不通 和 0.468333 m/s 。Y 方向的主轴振动加速度峰峰值
2
2
电时吸振器相当于一个被动减振装置,通电调频后 分别为 6.92609、5.25334和 3.13262 m/s ,均方根值分
作为半主动减振器。三组工况下的铣削试验采用相 别为 1.169242、0.963899 和 0.585667 m/s 。加 吸 振
2
同的加工参数:顺铣加工方式、切深 1 mm、径向切宽 器通电后 X 方向的振动加速度峰峰值相对于不加吸
10 mm、主轴转速 1200 r/min、进给 90 mm/min。 振器和加吸振器不通电工况分别降低了 70.7% 和
由于吸振器中 MRE 工作在剪切模式,所以此 64.3%,均方根值相对于不加吸振器和加吸振器不
研究中仅关注机器人铣削时的 X 和 Y 方向减振。不 通电工况分别降低了 64.7% 和 57.8%。Y 方向峰峰
加吸振器和加吸振器不通电的工况下对应机器人主 值相对于不加吸振器和加吸振器不通电工况分别降
轴加速度时域和频域测量结果,如图 21 所示。可以 低了 54.7% 和 40.4%,均方根值相对于不加吸振器
看出,在不加吸振器和加吸振器不通电两种工况下, 和 加 吸 振 器 不 通 电 工 况 分 别 降 低 了 49.9% 和
机器人在 18.9 Hz 左右处出现最大峰值,根据以前的 39.2%。以上结果表明,吸振器作为被动减振装置
研 究 ,18.9 Hz 为 KUKA KR500 机 器 人 的 2 阶 固 有 时有一定减振效果但并不明显;对吸振器通电后,其