
Page 62 - 《振动工程学报》2025年第8期
P. 62
1702 振 动 工 程 学 报 第 38 卷
800 mT 之后随着磁感应强度的增加 MRE 模量增幅
很小,基本趋近于饱和的状态。另外可以发现,相同 2 吸振器的设计
磁场环境下,原料中羰基铁粉的占比越多,MRE 的
储 能 和 耗 能 模 量 则 越 大 ,当 外 界 磁 感 应 强 度 达 到 2. 1 吸振器结构设计
1000 mT 时 MRE 的储能和耗能模量最高分别可以
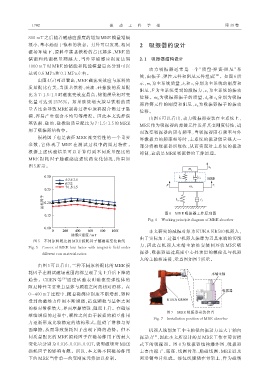
动 力 吸 振 器 通 常 是 一 个“ 质 量‑弹 簧‑阻 尼 ”系
达到 0.6 MPa 和 0.1 MPa 左右。
统,由振子、弹性元件和阻尼元件组成 [38] 。如图 6 所
由图 4(a)可以看出,MRE 磁流变效应与原料的
示,m 1 为主系统质量,k 1 和 c 1 分别为主系统的刚度和
质量配比有关,当羰基铁粉、硅油、硅橡胶的质量配
阻尼,F 为主系统受到的激振力,x 1 为主系统的振动
比为 7∶1.5∶1.5 时磁流变效应最高,储能模量相对变
位移。m 2 为吸振器振子的质量,k 2 和 c 2 分别为吸振
化量可达到 2576%。如果继续增大羰基铁粉的质
器弹簧元件的刚度和阻尼,x 2 为吸振器振子的振动
量占比会导致 MRE 制备过程中原料混合物过于黏
位移。
稠,容易产生混合不均匀等情况。因此本文选择羰
由图 6 可以看出,动力吸振器安装在主系统上,
基铁粉、硅油、硅橡胶质量配比为 7∶1.5∶1.5 的 MRE MRE 作为吸振器的弹簧元件发挥其变刚度特性,进
用于吸振器结构中。 而改变吸振器的固有频率,当吸振器固有频率与外
损耗因子也是表征 MRE 流变特性的一个重要 界激振力的频率相等时,主系统的振动能量很大一
参 数 ,它 体 现 了 MRE 在 测 试 过 程 中 的 阻 尼 特 性 。 部分将被吸振器所吸收,从而实现对主系统的振动
根据上述试 验结果可以计算得到不同质量配比的 抑制,这就是 MRE 吸振器的工作原理。
MRE 损耗因子随磁感应强度的变化情况,结果如
图 5 所示。
图 6 MRE 吸振器工作原理图
Fig. 6 Working principle diagram of MRE absorber
本文研究的减振对象为 KUKA KR500 机器人,
由于实际加工过程中机器人振源为刀具末端的切削
图 5 不同原料配比的 MRE 损耗因子随磁场变化曲线
力,因此在机器人末端主轴处安装圆环状 MRE 吸
Fig. 5 Curves of MRE loss factor with magnetic field under
振器,吸振器通过底座中心处预留的螺栓孔与机器
different raw material ratios
人的主轴相连接,示意图如图 7 所示。
由图 5 可以看出,三种不同原料配比的 MRE 损
耗因子在测试磁场范围内都呈现了先上升后下降的
趋势。CHEN 等 [37] 通过试 验表明磁流变弹性体的
阻尼特性主要来自基体与颗粒之间的相对滑移。在
0~400 mT 过程中,随着磁感应强度不断增加,颗粒
受到的磁场力作用不断增强,造成颗粒与基体之间
的相对滑移增大,界面摩擦增强,阻尼上升。在磁场
图 7 MRE 吸振器安装位置
继续增强的过程中,颗粒之间由于较强的相互作用
Fig. 7 Installation position of MRE absorber
力逐渐形成比较稳定的结构形式,阻碍了滑移与界
面摩擦,从而导致损耗因子出现下降的趋势。但不 机器人铣削加工中主轴径向振动力远大于轴向
同质量配比的 MRE 损耗因子在磁场作用下的最大 振动力 ,因此本文所设计的是 MRE 工作在剪切模
[5]
变化量分别为 0.016、0.018、0.017,表明磁场对 MRE 式下的吸振器。图 8 为吸振器结构爆炸图,吸振器
损耗因子的影响有限。所以,本文将不同磁场作用 主要由振子、底座、线圈骨架、励磁线圈、MRE 以及
下的 MRE 当作单一的变刚度元件加以控制。 圆形钢垫片组成。漆包线缠绕在骨架上,作为磁场