
Page 203 - 《振动工程学报》2026年第5期
P. 203
第 5 期 吴少培,等:负泊松比超材料的拓扑优化设计及减振性能试验研究 1407
化的执行过程中,收敛的判断依据是比较相邻 k +1 模型开展数值模拟与试验对比。
与 k次迭代计算的最大设计变量绝对值之间的变化
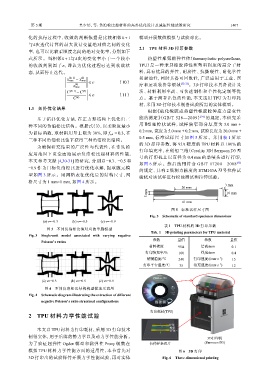
2.1 TPU 材料 3D 打印参数
率,也可以比较柔顺度之间的绝对变化率,分别如下
式所示。当相邻 k +1与 k次的变化率小于一个较小 热塑性聚氨酯弹性体(thermoplastic polyurethane,
的收敛判别因子 ε,即认为优化过程已达到收敛状 TPU)是一种兼具橡胶弹性和塑料强度的高分子材
态,从而停止迭代。 料,具有优异的弹性、耐磨性、抗撕裂性、耐化学性
(k+1) (k) 和耐油性,同时具备可回收性,广泛应用于工业、医
x max − x max
⩽ ε (10)
(k) 疗和运动装备等领域 [32-33] 打印技术具备设计灵
。3D
x max
(k+1) 活、材料利用率高、可快速制作和个性化定制等优
C −C
(k)
⩽ ε (11)
(k) 点。基于两者出色的性能,本文选用 为打印耗
C TPU
材,采用 3D 打印技术制备试验所需的实体模型。
1.3 拓扑优化结果
根据《硫化橡胶或热塑性橡胶拉伸应力应变性
基于拓扑优化方法,在正方形结构上优化出三 能的测定》(GB/T 528—2009) [34] 的规定,本研究采
种不同的负泊松比结构。根据式(3),以柔顺度最小 用Ⅱ 型哑铃状试样,试样狭窄部分厚度为 3.0 mm +
0.2 mm,宽度为 5.0 mm + 0.2 mm,试验长度为 20.0 mm ±
为目标函数,取材料用量上限为 30%,即 f vol = 0.3,在
0.5 mm,标准试样尺寸如图 5 所示。采用表 1 所示
三种不同负泊松比值下获得三种负泊松比结构。
的 3D 打印参数,将 95A 硬度的 TPU 材料以 100% 的
为确保研究结果的广泛性与代表性,在常见的
打印填充率,在创想三维(Creality 3D)Sermoon D3 型
应用范围下更全面地展示负泊松比超材料的性能,
号的打印机上以直径为 0.4 mm 的单喷头进行打印,
本文参考文献 [4,30-31] 的研究,分别以−0.3、−0.5 和
如图 6 所示。然后选用符合 GB/T 17200—2008 [35]
−0.9 作为目标负泊松比进行优化求解,提取胞元模
的规定、具有 2 级测力精度的 ETM103A 型号拉伸试
型如图 3 所示。用网格表征优化后的结构尺寸,网 验机对该试样进行松弛测试和拉伸试验。
格尺寸为 1 mm×1 mm,如图 4 所示。
3 mm
20 mm
5 mm 10 mm
41 mm
图 5 标准试样尺寸图
Fig. 5 Schematic of standard specimen dimensions
(a) v=−0.3 (b) v=−0.5 (c) v=−0.9
表 1 TPU 材料的 3D 打印参数
图 3 不同负泊松比值对应的单胞模型
Tab. 1 3D printing parameters for TPU material
Fig. 3 Single-unit model associated with varying negative
参数 量值 参数 量值
Poisson’s ratios
材料硬度 95A 层高/mm 0.1
打印填充率/% 100 线宽/mm 0.4
喷嘴温度/℃ 240 打印速度/(mm·s ) 15
−1
打印平台温度/℃ 35 填充速度/(mm·s ) 12
−1
(a) v=−0.3 (b) v=−0.5 (c) v=−0.9
图 4 不同负泊松比结构构型提取示意图
Fig. 4 Schematic diagram illustrating the extraction of different
negative Poisson’s ratio structural configurations
打印耗材(TPU)
2 TPU 材 料 力 学 性 能 试 验
样条一
本文以 TPU 材料为打印耗材,采用 3D 打印技术 样条二
样条三
制得实体,用于后续的静力学以及动力学性能分析。 3D打印机
为了验证超弹性 Ogden 模型和黏弹性 Prony 级数在 拉伸样条切片 (Sermoon D3)
模拟 TPU 材料力学性能方面的适用性,本节首先对 图 6 3D 打印
3D 打印出的试验样件开展力学性能试验,再对实体 Fig. 6 Three-dimensional printing