
Page 33 - 摩擦学学报2025年第9期
P. 33
第 9 期 刘聪, 等: 镀铜钢纤维和合金化增强FeS/Cu-Bi自润滑材料的性能研究 1287
(a) (b) (b1) S Elements Mass fraction/%
65.8
Fe
Intensity/a.u. S 34.2
Cu@FeS
FeS Fe Fe A
A B Fe Elements Mass fraction/%
53.4
Fe
Intensity/a.u. Cu B 34.2
S
26.3
2 μm 20 μm 2 μm 20 μm Cu S Fe Cu
(c) (d) (d1) Elements Mass fraction/%
Intensity/a.u. C
Steel fiber Cu@steel fiber Fe Fe 100
C D Fe
Fe Elements Mass fraction/%
62.6
Fe
Intensity/a.u. Cu Cu D 37.4
2 μm 50 μm 2 μm 50 μm Fe Cu
0 2 4 6 8 10 12 14 16 18 20
Energy/keV
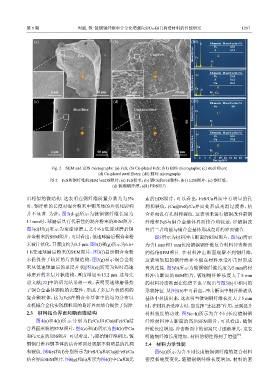
Fig. 2 SEM and EDS micrographs: (a) FeS; (b) Cu-plated FeS; (b1) EDS micrographs; (c) steel fibers;
(d) Cu-plated steel fibers; (d1) EDS micrographs
图 2 FeS和钢纤维的SEM与EDS照片:(a) FeS粉末;(b) 镀Cu的FeS颗粒;(b1) EDS照片;(c) 钢纤维;
(d) 镀铜钢纤维;(d1) EDS照片
出相似的微结构. 这表明在钢纤维质量分数为为5% 素的EDS照片,可以看出,FeS/Cu界面中有明显的孔
时,钢纤维的长度对混合粉末中铜基体的片状化影响 洞和裂纹,(Cu@FeS)/Cu界面处形成光滑过渡带,结
并不显著. 为此,图3(d~g)所示为镀铜钢纤维长度为 合界面没有孔洞和裂纹. 这表明未进行镀铜改性前钢
11 mm时,球磨后具有代表性的混合粉末的SEM照片. 纤维和FeS与铜合金基体界面结合均较差,经镀铜改
图3(d)和(e)所示为变速球磨工艺中6 h低速球磨后铜 性后二者均能与铜合金基体形成良好的界面键合.
合金粉末的SEM照片,可以看出,低速球磨后铜合金粉 图5所示为材料冲击断面的SEM照片,图5(a)所示
末被片状化,其厚度约为3.5 μm. 图3(f)和(g)所示为6 h+ 为含1 mm和3 mm长度镀铜钢纤维复合材料冲击断面
1 h变速球磨后粉末的SEM照片,图3(f)显示铜合金粉 的低倍SEM照片. 在材料冲击断面观察不到钢纤维,
末仍保持了较好的片状微结构,图3(g)显示铜合金粉 这表明较短的钢纤维并不能在材料承受冲击时形成
末从低速球磨后的单层片状[图3(e)]转变为短时高速 有效连接. 图5(b)所示为镀铜钢纤维长度为5 mm的材
球磨后的多层片状结构,厚度增加至13.2 μm. 这与先 料冲击断面的SEM照片,镀铜钢纤维长度大于5 mm
前文献[22]中的研究结果相一致,表明变速球磨保持 的材料冲击断面在低倍下也呈现出与图5(b)中相同的
了铜合金基体颗粒的完整性,形成了多层片状结构的 形貌特征. 从图5(b)中可看出,冲击断面中钢纤维被从
复合颗粒体,这为FeS在铜合金基体中的均匀分布以 基体中拉拔出来,这表明当镀铜钢纤维长度大于5 mm
及机械合金化实现颗粒间的良好界面结合提供了保障. 时,在材料承受冲击时,能发挥“连接筋”作用,达到提升
2.3 材料结合界面和断面微结构 材料强度的功效. 图5(c~h)所示为含不同长度镀铜钢
图4(a)和4(b)所示分别为Fe/Cu和(Cu@Fe)/Cu结 纤维材料冲击断面的高倍SEM照片,可以看出,随钢
合界面形貌的SEM照片,图4(c)和(d)所示为图4(b)中Cu 纤维长度增加,冲击断面中的韧窝尺寸逐渐增大,这表
[23]
和Fe元素的EDS照片. 可以看出,与原始钢纤维相比,镀 明随钢纤维长度增加,材料的韧性得到了增强 .
铜钢纤维和铜基体的结合界面处观察不到明显的孔洞 2.4 材料力学性能
和裂纹. 图4(e)和(f)分别所示为FeS/Cu和(Cu@FeS)/Cu 图6(a)所示为含不同长度镀铜钢纤维的复合材料
结合界面SEM照片. 图4(g)和(h)所示为图4(f)中Cu和S元 密度和硬度变化,随镀铜钢纤维长度增加,材料的密