
Page 27 - 《摩擦学学报》2021年第4期
P. 27
470 摩 擦 学 学 报 第 41 卷
500 140 0
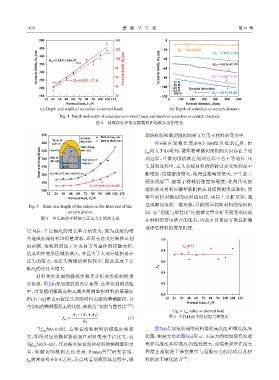
450 120 −20 H D =−0.01d-8.29 H D =−0.01d-33.50
Scratch width, D W /μm 350 D W =2.58F n +146.47 100 Scratch depth, H D /μm Scratch width, D W /μm −40 H D =−0.04d-71.13
400
H D =−0.03d-47.99
80
−60
300
60
−80
250
36 N
60 N
200 H D =0.81F n +17.11 40 −100 12 N Scratch direction
84 N H D =−0.03d-81.84
150 20 −120 108 N
12 24 36 48 60 72 84 96 108 120 132 0 100 200 300 400 500 600
Normal load, F n /N Scratch distance, d/μm
(a) Depth and width of scratches vs normal loads (b) Depth of scratches vs scratch distance
Fig. 4 Depth and width of scratches vs normal loads and depth of scratches vs scratch distance
图 4 划痕深度和宽度随载荷和划痕长度的变化
450 犁耕机制和微切削机制相互作用于材料的变形中.
Scratch Half of long axis
Front of Half of short axis
400 pile-up direction 图6是在划痕长度d=0.5 mm位置处的f 值. 由
cp
Half of long f 均大于0.6可知,微犁耕和微切削机制共同存在于划
Semi-axis length/μm 300 Side of Scratch end Half of short 刻过程,且微切削机制在划刻过程中占主导地位. 压
Scratch
axis (D y )
350
cp
pile-up
axis (D x )
头划刻过程中,压头前端材料的滑移以及变形程度不
250
point
200
[27]
硬化现象 ,提高了材料的强度和硬度,使得压头前
150 D y =211.59-2.30F n +0.03F n 2 断增加,位错密度增大,使得晶格畸变增大,产生加工
2
D x =137.50-0.61F n +0.01F n
100 端的部分材料因微犁耕机制在划痕两侧形成堆积,而
12 24 36 48 60 72 84 96 108 120 132
Normal load, F n /N 有些材料因微切削而形成切屑. 由以上分析可知,通
过观察划痕的三维形貌,只能简单判断材料的变形机
Fig. 5 Semi-axis length of the ellipse in the front end of the
scratch groove 制,而“切削与塑性比”还能够定量分析不同变形机制
图 5 半长轴和半短轴与正压力之间的关系 在材料形变中所占的比重,因此可以更加有效且准确
地评估材料的变形机理.
72 N后,半长轴D 的增长率开始变大,因为载荷的增
y
大造成前端材料堆积量增加,堆积无法及时转移至划 1.0
痕两侧,变相的增加了压头前方与基体的接触面积, f cp =0.73
0.8
造成塑性变形区域的增大,并且由于大部分堆积是在
压头的前方,而压头两侧的堆积较少,因此造成半长 0.6
f cp
轴D 的变化率增大.
y
0.4
材料变形表面的微观形貌是分析变形机制的重
要依据,图2(b)是划痕的剖面示意图. 在单次划痕试验 0.2
中,用划痕的横截面积A 减去两侧堆积材料的横截面
3
0.0
积(A +A )来表示被压头切削材料表面的横截面积,其 12 24 36 48 60 72 84 96 108 120 132
1
2
Normal load, F n /N
与划痕的横截面积A 的比值,被称为“切削与塑性比” :
[25]
3
Fig. 6 f cp value vs normal load
A 3 −(A 1 + A 2 ) 图 6 不同载荷下的切削与塑性比
f cp = (1)
A 3
当f 为0~0.5时,意味着堆积材料的横截面积更 图7(a)是划痕前端的材料堆积高度H 和厚度D 变
T
F
cp
大,即所对应的微犁耕机制在材料变形中占比大,而 化图,测量方法如图3(b)所示. 正压力的增加使得前端
当f 为0.5~1时,代表被直接切削掉材料的横截面积更 堆积高度H 和厚度D 均线性增大,前端堆积量在很大
T
F
cp
多,即微切削机制占比更高. Franco等 [26] 研究表明, 程度上是取决于弹性模量与屈服应力的比值以及材
[28]
f 通常是处在0~1之间,这意味着划痕形成过程中,微 料的加工硬化能力 .
cp