
Page 9 - 《摩擦学学报》2020年第5期
P. 9
564 摩 擦 学 学 报 第 40 卷
逐渐增至21.9 kPa,铅片表面材料去除率从最低的 丝绒和铅片表面接触机率也增加,同时抛光过程中铅
300 Å/min逐渐增至437 Å/min,而表面粗糙度从最低 片表面材料去除的副产物难以被带走,以上因素均能
的2.0 nm逐渐升高到7.1 nm. 造成表面损伤加剧. 同时,由于相对转速过大,丝绒于
随着加载压力的增大,抛光颗粒、抛光垫与铅片 铅片的高速剪切容易造成铅片表面温度升高,热积累
之间的摩擦剪切应力增加,又根据Hernandez等得出 容易造成铅片表面产生塑性流动,从而进一步增加表
的Preston广义公式(7)可知材料去除率升高 [29-30] . 面粗糙度 [32, 34] . 可以看出,纯铅CMP更适合在抛光头
a b
MRR = kp v (7) 和抛光盘同向旋转的条件下进行. 本文的后续研究均
式中:p是加载压力;v是相对速度;k是与加载压力和 采用抛光头和抛光盘同向旋转的试验条件进行.
相对速度无关的比例常数;a和b用于衡量加载压力和
400 10
相对速度对材料去除率的贡献,值越小表示贡献越小. 350 MRR
另一方面,随着加载压力的增大,表面粗糙度也增大. 300 R a 8
这是因为加载压力的增加导致铅片表面与抛光垫实 250 6
际接触面积增加,抛光过程中层间抛光液的介入减 Material removal rate/(Å/min ) 200 Surface roughness, R a/nm
少 [31-32] ,铅片表面材料去除的副产物不能被抛光液及 150 4
时带走,致使副产物在表面堆积,在剪切作用下造成 100 2
铅片表面划伤. 50
0 0
同时,由于层间抛光液的减少,抛光液的润滑和 Same rotation direction Different rotation direction
(Both head and (Head clockwise and
散热作用被削弱,摩擦热会使铅片表面易于发生塑性 disc counterclockwise) disc counterclockwise)
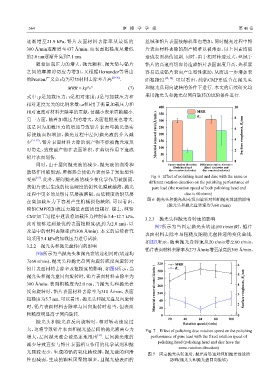
Fig. 6 Effect of polishing head and disc with the same or
变形 . 此外,层间抛光液的减少使化学作用被削弱,
[33]
different rotation direction on the polishing performance of
故铅片表层生成的较高硬度的铅氧化膜就越薄,抛光 pure lead (the rotation speed of both polishing head and
过程中更多的是铅片基层被磨削,而低硬度的铅基层 disc is 60 r/min)
在高加载压力下容易产生机械损伤缺陷. 可以看出, 图 6 抛光头和抛光盘同/反向旋转对纯铅抛光性能的影响
(抛光头和抛光盘转速均为60 r/min)
纯铅CMP的加载压力越低表面质量越好. 综上,纯铅
CMP加工过程中建议将加载压力控制在3.4~12.7 kPa,
3.2.3 抛光头和抛光盘转速的影响
此时能够达到最优的表面粗糙度(R 约为2.0 nm),以 图7所示为当固定抛光头转速(60 r/min)时,铅片
a
及适中的材料去除率(约300 Å/min). 本文的后续研究
表面材料去除率与粗糙度随抛光盘转速的变化曲线.
均采用3.4 kPa的加载压力进行试验.
如图7所示,随着抛光盘转速从20 r/min增至60 r/min,
3.2.2 抛光头和抛光盘转向的影响
铅片表面材料去除率从273 Å/min增至最高的305 Å/min,
图6所示为当抛光头和抛光盘转速相同时(转速均
为60 r/min),抛光头和抛光盘同向旋转或反向旋转对 320 MRR 6
铅片表面材料去除率及粗糙度的影响. 如图6所示,当 300 R a
抛光头和抛光盘同向旋转时,铅片表面材料去除率为 280 5
300 Å/min,表面粗糙度为2.0 nm;当抛光头和抛光盘 260 4
反向旋转时,铅片表面材料去除率为310 Å/min,表面 Material removal rate/(Å/min ) 240 3 Surface roughness, R a /nm
粗糙度为5.7 nm. 可以看出,抛光头和抛光盘反向旋转 40
时,铅片表面材料去除率与同向旋转时相当,但表面 20 2
粗糙度明显高于同向旋转. 0 0
20 40 60 80 100
抛光头和抛光盘反向旋转时,相对转动速度过
Rotation speed/(r/min)
大,这将导致铅片表面和抛光垫层间的抛光液离心力 Fig. 7 Effect of polishing disc rotation speed on the polishing
[31]
增大,层间抛光液会被迅速地甩出 . 层间抛光液的 performance of pure lead with the fixed rotation speed of
减少导致直接与铅片表面相互作用的化学试剂和抛 polishing head (polishing head and disc have the
same rotation direction)
光颗粒变少,生成的铅的氧化膜较薄,抛光液的润滑 图 7 固定抛光头转速时,抛光盘转速对纯铅抛光性能的
性也减弱,生成的颗粒团聚物增多,且抛光垫表面的 影响(抛光头和抛光盘同向旋转)