
Page 11 - 《摩擦学学报》2020年第5期
P. 11
566 摩 擦 学 学 报 第 40 卷
100 mL/min,此时能够达到最优的表面粗糙度(R 约为 向和转速、抛光液流量,可获得表面粗糙度R 为1.5 nm
a
a
1.5 nm),以及最高的材料去除率(约380 Å/min). 的较为理想的超光滑铅片表面,同时材料去除率能够
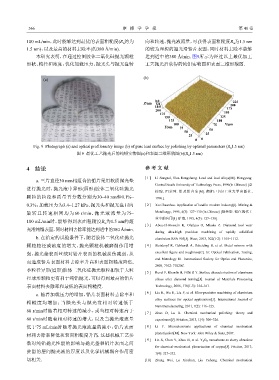
本研究表明,在通过控制胶体二氧化硅抛光颗粒 达到适中的380 Å/min. 图9所示为经过以上最优加工
形状、粒径和浓度,优化加载压力、抛光头与抛光盘转 工艺抛光后获得的纯铅实物图和表面三维形貌图.
(b)
(a)
0.0 225
Z/nm −5.0
−10.0 175
200
200 150
175
150 125
125 100
100 75 X/μm
Y/μm 75
50 25 50
25
0 0
Fig. 9 Photograph (a) and optical profilometry image (b) of pure lead surface by polishing by optimal parameters (R a 1.5 nm)
图 9 最优工艺抛光后的纯铅实物图(a)和表面三维形貌图(b)(R a 1.5 nm)
4 结论 参 考 文 献
[ 1 ] Li Songrui, Tian Rongzhang. Lead and lead alloys[M]. Hengyang:
a. 三片直径30 mm相组合的铅片采用软质抛光垫
Central South University of Technology Press, 1996(in Chinese) [李
进行抛光时,抛光液中异形(眉形)胶体二氧化硅抛光
松瑞, 田荣璋. 铅及铅合金[M]. 衡阳: 中南工业大学出版社,
颗粒的粒径和质量百分数分别为30~40 nm和0.1%~ 1996.].
0.3%,加载压力为3.4~1.27 kPa、抛光头和抛光盘同向 [ 2 ] Xu Chuanhua. Application of land in modern industry[J]. Mining &
Metallurgy, 1995, 4(3): 127–130 (in Chinese) [徐传华. 铅在现代工
旋转且转速相同均为60 r/min、抛光液流量为75~
业中的应用[J]. 矿冶, 1995, 4(3): 127–130].
100 mL/min时,能够得到表面粗糙度R 为1.5 nm的超
a
[ 3 ] Abou-El-Hossein K, Olufayo O, Mkoko Z. Diamond tool wear
光滑纯铅表面,同时材料去除率能达到适中的380 Å/min.
during ultra-high precision machining of rapidly solidified
b. 在给定的试验条件下,随着胶体二氧化硅抛光 aluminium RSA 905[J]. Wear, 2013, 302(1-2): 1105–1112.
颗粒粒径或浓度的增大,抛光颗粒机械磨削作用增 [ 4 ] Steinkopf R, Gebhardt A, Scheiding S, et al. Metal mirrors with
强,抛光垫表面丝绒对铅片表面的机械损伤减弱,从 excellent figure and roughness[C]. In: Optical Fabrication, Testing,
and Metrology III. International Society for Optics and Photonics,
而造成铅片表面材料去除率升高和表面粗糙度降低.
2008, 7102: 71020C.
小粒径异形(眉形)胶体二氧化硅抛光颗粒相较于大粒
[ 5 ] Revel P, Khanfir H, Fillit R Y. Surface characterization of aluminum
径球形颗粒更有利于纯铅抛光,可以得到最高的铅片 alloys after diamond turning[J]. Journal of Materials Processing
表面材料去除率和最低的表面粗糙度. Technology, 2006, 178(1-3): 154–161.
c. 随着加载压力的增加,铅片表面材料去除率和 [ 6 ] Liu K, Wu H, Liu P, et al. Ultra-precision machining of aluminium
alloy surfaces for optical applications[J]. International Journal of
粗糙度均增加;当抛光头与抛光盘相对转速低于
Nanomanufacturing, 2011, 7(2): 116–125.
60 r/min时随着相对转速的减小,或当相对转速高于
[ 7 ] Zhao D, Lu X. Chemical mechanical polishing: theory and
60 r/min时随着相对转速的增大,以及当抛光液流量 experiment[J]. Friction, 2013, 1(4): 306–326.
低于75 mL/min时随着抛光液流量的减小,铅片表面 [ 8 ] Li Y. Microelectronic applications of chemical mechanical
材料去除率降低和表面粗糙度升高. 这些机械工艺参 planarization[M]. New York: John Wiley & Sons, 2007.
[ 9 ] He X, Chen Y, Zhao H, et al. Y 2 O 3 nanosheets as slurry abrasives
数对纯铅抛光性能的影响与抛光垫和铅片表面之间
for chemical-mechanical planarization of copper[J]. Friction, 2013,
驻留的层间抛光液的厚度以及化学机械耦合作用密 1(4): 327–332.
切相关. [10] Zhang Wei, Lu Xinchun, Liu Yuhong. Chemical mechanical