
Page 10 - 摩擦学学报2025年第4期
P. 10
498 摩擦学学报(中英文) 第 45 卷
有效提高了样品的抗变频性能,并未出现润滑失效现 GO-SH@PCN-500的样品展现出更显著的减摩和抗磨
象且摩擦系数一直保持在较低水平,表现出良好的润 性能. 这一性能的提升主要归因于GO-SH@PCN-500
滑性能. 以上的变载、变温和变频的摩擦测试结果可 中含有的S和Si官能团,它们能够有效地吸附润滑油
以说明,所制备的GO-SH@PCN-500样品作为1种新型 分子,保持添加剂在基础油中的分散稳定性. 这种稳
的润滑油添加剂可应用于不同苛刻工况中. 定性有助于在恶劣条件下防止润滑油的蠕变,从而在
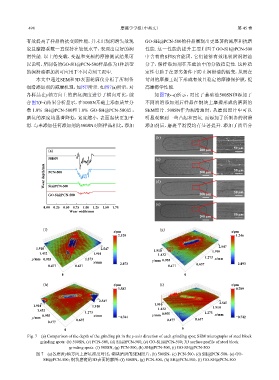
本文中通过SEM和3D表面轮廓仪分析了所制备 苛刻的摩擦工况下形成有效且稳定的摩擦保护膜,提
润滑添加剂的减摩机理,如图7所示. 如图7(a)所示,对 高摩擦学性能.
各样品在y轴方向上的磨坑深度进行了横向对比,综 如图7(b~e)所示,对比了基础油500SN和添加了
合图7(f~i)结果分析显示,在500SN基础上添加质量分 不同润滑添加剂后样品在钢块上摩擦形成的磨斑的
数 1.0% SH@PCN-500和 1.0% GO-SH@PCN-500后 , SEM照片. 500SN作为润滑油时,从磨斑照片中可以
磨坑的深度均显著降低,宽度缩小,表面起伏更加平 明显观察到一些凸起和凹坑. 而添加了所制备的润滑
滑. 与未添加任何添加剂的500SN对照样品相比,添加 添加剂后,磨斑平滑度均有显著提升. 添加了质量分
(b)
(a) 200 μm 50 μm
500SN (c)
Wear depth/mm PCN-500 (d) 200 μm 50 μm
Si@PCN-500
GO-Si@PCN-500 200 μm 50 μm
(e)
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
Wear width/mm
200 μm 50 μm
(f) z/μm (g) z/μm
2.329 1.246
1.910 2.547 1.910 2.547
1.432 1.910 1.432 1.910
y/mm 0.955 1.273 y/mm 0.955 1.273 x/mm
x/mm −2.873 −2.093
0.477 0.637 0.477 0.637
0 0
(h) z/μm (i) z/μm
1.582 0.789
2.547 2.547
1.910 1.910 1.910 1.910
1.432 1.273 1.432 1.273
0.955 x/mm y/mm 0.955 x/mm
y/mm −4.764 0.637 −0.742
0.477 0.637 0.477
0 0
Fig. 7 (a) Comparison of the depth of the grinding pit in the y-axis direction of each grinding spot; SEM micrographs of steel block
grinding spots: (b) 500SN, (c) PCN-500, (d) SH@PCN-500, (e) GO-SH@PCN-500; 3D surface profile of steel block
grinding spots: (f) 500SN, (g) PCN-500, (h) SH@PCN-500, (i) GO-SH@PCN-500
图 7 (a)各磨斑y轴方向上磨坑深度对比;钢块磨斑的SEM照片:(b) 500SN,(c) PCN-500,(d) SH@PCN-500,(e) GO-
SH@PCN-500;钢块磨斑的3D表面轮廓图:(f) 500SN,(g) PCN-500,(h) SH@PCN-500,(i) GO-SH@PCN-500