
Page 51 - 《摩擦学学报》2021年第5期
P. 51
640 摩 擦 学 学 报 第 41 卷
Scuffing scores
Mirco -pittings
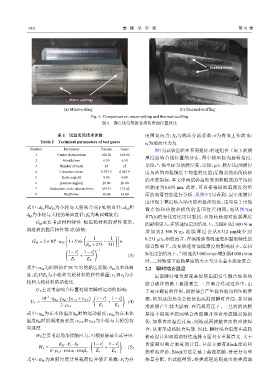
(a) Micro-pitting (b) Thermal-scuffing
Fig. 6 Comparison on micro-pitting and thermal-scuffing
图 6 微点蚀与热胶合损伤齿面位置对比
表 1 试验齿轮技术参数 度圆切向力;X 为载荷分流系数;b为有效工作齿宽;
Y
Table 1 Technical parameters of test gears
α 为端面压力角.
t
Number Parameters Pinions Gears 图7为试验齿轮在不同扭矩-转速组合工况下油膜
1 Center distance/mm 160.00 160.00
厚度沿啮合线位置的分布,图中横坐标为旋转角度,
2 Module/mm 6.50 6.50
3 Number of tooth 24 25 单位:°,纵坐标为油膜厚度,单位:μm. 膜厚比(油膜厚
4 Correction factor 0.073 5 0.043 9 度与两齿面粗糙度平均值的比值)是微点蚀损伤校核
5 Helix angle/() 0.00 0.00
的重要指标,本文中两试验齿轮表面粗糙度的平均值
6 pressure angle/() 20.00 20.00
经测定为0.635 μm,此时,可直接根据油膜厚度对齿
7 Addendum circle diameter/mm 169.31 175.42
8 Width/mm 38.00 35.00 面的润滑性能进行分析. 从图7可以看到,最小油膜厚
度出现于靠近啮入啮出的齿根齿顶处,这与易于出现
式中: d Y1 和 d Y2 为小轮与大轮啮合点 处的直径;d 和 微点蚀和热胶合损伤的齿面位置相同;而从图7(a)
Y
b1
d 为小轮与大轮的基圆直径;β 为基圆螺旋角. 和7(b)的变化对比可以看到,扭矩较转速对油膜厚度
b
b2
G 主要考虑材料特性(如齿轮材料的弹性变形、 的影响更大;在转速恒定的情况下,当扭矩从2 000 N·m
M
润滑油的黏压特性等)的影响: 增加到2 500 N·m,油膜厚度会从0.312 μm减少到
[ ( )]
1 1 0.231 μm;相较而言,在润滑油卷吸速度和黏温特性的
6
G M = 2×10 ·α 38 · 1+516· − ×
θ M +273 311 综合影响下,改变转速对油膜厚度的影响较小,在扭
( 2 2 −1
)
1−ν 1−ν
1 2 矩恒定的情况下,当转速从3 000 r/min增加到4 000 r/min
+ (3)
E 1 E 2
时,三种转速下油膜厚度的大小与分布基本完全重合.
式中:α 为润滑油在38 ℃时的黏压系数;θ 为本体温 2.2 瞬时啮合温度
38
M
度;E 和E 为小轮和大轮材料的弹性模量;v 和v 为小 齿面瞬时啮合温度是促使齿面发生微点蚀和热
2
1
2
1
轮和大轮材料的泊松比. 胶合破坏的最主要因素之一. 在啮合传动过程中,由
U Y 主要考虑啮合位置处轮齿瞬时运动的影响: 于高压载荷的作用,润滑油会产生黏性剪切和压缩摩
−3 ( ) ( 2 2 )
· ν r1,Y +ν r2,Y 1−ν 1 1−ν 2 擦,所形成的热量会促使齿面温度瞬时升高,并对润
U Y = · + (4)
10 ·η θ M
·ρ θ M
2·ρ n,Y E 1 E 2 滑油膜产生较大影响. 在高温高压下,一旦润滑油膜
式中: η θ M 为在本体温度 θ M 时的运动黏度; ρ θ M 为在本体 厚度不能完全把两啮合齿面隔开即会形成微点蚀损
温度 θ M 时的润滑油密度; ν r1,Y 和 ν r2,Y 为小轮与大轮的切 伤. 如果齿面温度过高,则造成两接触齿面的直接焊
向速度. 合,从而形成热胶合失效. 因此,瞬时啮合温度在齿轮
W 主要考虑局部接触应力,可根据赫兹公式导出:
Y 传动设计和润滑油特性选择方面具有重要意义. 关于
( 2 2 )
K B ′ · F t · X Y 1−ν 1 1−ν 2 齿面瞬时啮合温度的计算,目前主要有Block理论和
W Y = · + (5)
b·ρ n,Y ·cosα t ·cosβ b E 1 E 2 热弹流理论,Block方法是基于赫兹接触、滑差分布和
式中:K 为油膜厚度计算载荷综合修正系数;F 为分 热量分配,由试验得到,热弹流理论则是由热弹流润
B′
t