
Page 144 - 《摩擦学学报》2021年第5期
P. 144
第 5 期 王素玉, 等: 高速球铣加工表面微沟槽形貌形成方法及其减摩性能研究 733
a 2 e 给运动方向会生成进给残留,其高度通常比间歇进给残
h = (3)
8r 留高度低,对高速球铣加工表面残留形貌的影响较小 .
[13]
由式(3)可知,残留高度h的大小与径向切深a 及 本文作者采用Matlab形貌仿真与切削加工试验相
e
球头铣刀半径r密切相关. 当确定球头铣刀半径r后,径 结合的手段,研究了高速球铣加工过程中表面微沟槽
向切深a 决定了间歇进给残留的高度,且随着径向切 形貌的形成方法. 仿真与试验的具体参数配置列于表1
e
深a 的增大,间歇进给残留的高度h逐渐提高. 此外,进 中,其中径向切a 为变量.
e
e
表 1 Matlab仿真与切削加工试验参数配置
Table 1 Parameter configuration for Matlab and simulation cutting experiments
Spindle speed Feed per tooth Axial cutting depth Forward inclination Side deflection angle Cutting tool diameter
6 000 r/min 0.12 mm/z 0.2 mm 0° 20° 10 mm
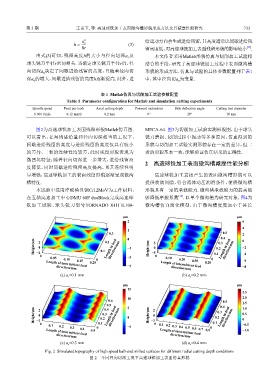
图2为高速球铣加工表面残留形貌Matlab仿真图. MECA-64. 图3为切削加工试验实测形貌图,由于球头
可以看出,在每齿进给量和径向切深相当的工况下, 铣刀磨损、切削过程中振动等多种原因,仿真得到的
间歇进给残留的高度与进给残留的高度仅具有较小 形貌与切削加工试验实测形貌存在一定的差异,但二
的差异,二者的连续性均较差,此时残留形貌表现为 者的形貌基本一致,能够验证仿真结果的正确性.
微凹坑特征;随着径向切深进一步增大,进给残留高
2 高速球铣加工表面微沟槽减摩性能分析
度降低,同时间歇进给残留高度提高,且其连续性明
显增强,高速球铣加工的表面残留形貌逐渐呈现微沟 高速球铣加工直接产生的表面微沟槽形貌可以
槽特征. 提供收敛间隙,符合流体动压润滑条件,使得微沟槽
本试验中选用淬硬模具钢Cr12MoV为工件材料, 形貌具有一定的承载能力. 微沟槽承载能力的提高能
[14]
在五轴高速加工中心DMU 60P duoBlock完成高速球 够降低摩擦系数 . 以单个微沟槽为研究对象,图4为
铣加工试验,球头铣刀型号TORNADO JH111L100- 微沟槽仿真简化模型,由于微沟槽宽度远小于其长
μm μm
2 6
4
1
0.5
0.3 0 0.4 2
Length in feed
Height/μm 2 0 0.1 0.2 direction/mm −1 Height/μm 5 0 0.2 Length in feed 0 −2
direction/mm
0.3
−2
0 −2 −5 0 0.1 −4
0.05 0.10
0.10 0 0.20 0 −6
0.15 0.30
0.20 0.20
−3 Length of intermittent feed
Length of intermittent feed
direction/mm direction/mm −8
(a) a e =0.1 mm (b) a e =0.2 mm
μm μm
15
2.5
10 2.0
0.6 5 0.4 0.5 1.5
0.5
Length in feed
Height/μm 2 0 0.2 0.4 direction/mm 0 Height/μm 2 0 0.2 0.3 Length in feed 1.0
direction/mm
0.5
0.3
−2
0
0 0.1 −2 0.1 −0.5
0.1 0.2 −5 0 0.1 0.2 0.3 0.4
0.3 0 0
0.4 0.5 0.5 0.7 0.8 −1.0
0.5 Length of intermittent feed
Length of intermittent feed
direction/mm direction/mm
(c) a e =0.3 mm (d) a e =0.4 mm
Fig. 2 Simulated topography of high speed ball-end milled surfaces for different radial cutting depth conditions
图 2 不同径向切深工况下高速球铣加工表面仿真形貌