
Page 147 - 《摩擦学学报》2021年第5期
P. 147
736 摩 擦 学 学 报 第 41 卷
0.12 b. 高速球铣加工产生的表面微沟槽具有承载能
Radial cutting depth a e =0.2 mm
Pressure load F=150 N 力,随着滑动速度的增大,润滑状态发生改变,且流体
Friction coefficient 0.08 的流动速率增强,微沟槽承载能力逐渐提高,摩擦系
0.10
Feed rate per tooth f Z =0.12 mm/z
数显著降低. 当滑动速度从30 m/s增大到45 m/s时,油
膜动压承载能力提高了54.87%.
0.06
c. 高速球铣加工表面微沟槽形貌的承载能力与
径向切深密切相关. 径向切深的增大使微沟槽承载能
0.04
力呈先增后减趋势. 当径向切深较小时,润滑油的惯
200 400 600 800
Sliding speed/(r/min) 性阻力较小,从而漩涡区域相应较小,此时,楔形效应
Fig. 8 Variation of friction coefficient with sliding speed 占主导地位;然而,随着径向切深进一步增大,润滑油
图 8 摩擦系数随滑动转速的变化 流动会产生较大的惯性阻力,逆流现象明显,严重减
弱楔形效应. 当径向切深a =0.3 mm时,微沟槽形貌的
e
增大,微沟槽的承载能力显著增强.
减摩效果最优.
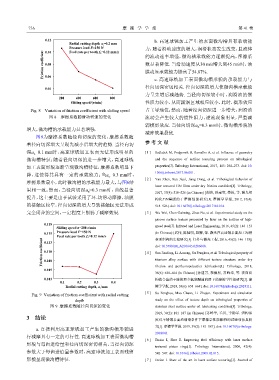
图9为摩擦系数随径向切深的变化,摩擦系数随
参 考 文 献
着径向切深增大呈现先减小后增大的趋势. 当径向切
深a =0.1 mm时,高速球铣加工表面无法形成明显的 [ 1 ] Sedlaček M, Podgornik B, Ramalho A, et al. Influence of geometry
e
微沟槽特征;随着径向切深的进一步增大,高速球铣 and the sequence of surface texturing process on tribological
加工表面形貌逐渐呈现微沟槽特征,摩擦系数明显下 properties[J]. Tribology International, 2017, 115: 268–273. doi: 10.
降,这使得其具有一定的承载能力;当a =0.3 mm时, 1016/j.triboint.2017.06.001.
e
[ 2 ] Yan Zhen, Sun Jiayi, Jiang Dong, et al. Tribological behavior of
摩擦系数最小,此时微沟槽的承载能力最大,与图6结
laser textured TiN films under dry friction condition[J]. Tribology,
果相一致;然而,当径向切深a >0.3 mm时,曲线显著 2017, 37(4): 518–526 (in Chinese) [剡珍, 孙嘉奕, 姜栋, 等. 激光织
e
提升,这主要是由于试验采用了环-块滑动摩擦,油膜
构化TiN薄膜的干摩擦性能研究[J]. 摩擦学学报, 2017, 37(4):
的接触区较窄,径向切深的增大导致接触区无法形成 518–526]. doi: 10.16078/j.tribology.2017.04.014.
完全闭合的空间,一定程度上削弱了减摩效果. [ 3 ] Wu Wei, Chen Guiming, Zhao Na, et al. Experimental study on the
groove surface texture processed by laser on the surface of high-
0.118 speed steel[J]. Infrared and Laser Engineering, 2016, 45(2): 146–153
Sliding speed n=200 r/min
Pressure load F=150 N (in Chinese) [武伟, 陈桂明, 赵娜, 等. 激光在高速钢表面加工沟槽
0.115
Feed rate per tooth f Z =0.12 mm/z 表面织构的实验研究[J]. 红外与激光工程, 2016, 45(2): 146–153].
Friction coefficient 0.108 [ 4 ] doi: 10.3788/IRLA201645.0206008.
0.113
0.110
Sun Jianfang, Li Aosong, Su Fenghua, et al. Tribological property of
titanium alloy surface with different texture structure under dry
0.105 friction and perfluoropolyether lubrication[J]. Tribology, 2018,
38(6): 658–664 (in Chinese) [孙建芳, 李傲松, 苏峰华, 等. 表面织
0.103 构钛合金的干摩擦和全氟聚醚油润滑下的摩擦学性能研究[J]. 摩
0.1 0.2 0.3 0.4
Radial cutting depth, a e /mm 擦学学报, 2018, 38(6): 658–664]. doi: 10.16078/j.tribology.2018111.
[ 5 ] Su Fenghua, Mao Chuan, Li Zhujun. Experiment and simulation
Fig. 9 Variation of friction coefficient with radial cutting
depth study on the effect of texture depth on tribological properties of
图 9 摩擦系数随径向切深的变化 stainless steel surface under oil lubricating condition[J]. Tribology,
2019, 39(2): 181–187 (in Chinese) [苏峰华, 毛川, 李助军. 织构深
3 结论 度对不锈钢表面油润滑条件下摩擦学性能影响的试验和仿真研
究[J]. 摩擦学学报, 2019, 39(2): 181–187]. doi: 10.16078/j.tribology.
a. 直接利用高速球铣加工产生的微沟槽形貌进
2018143.
行减摩具有一定的可行性. 高速球铣加工表面微沟槽
[ 6 ] Etsion I, Sher E. Improving fuel efficiency with laser surface
形貌与每齿进给量和径向切深密切相关,当径向切深
textured piston rings[J]. Tribology International, 2009, 42(4):
参数大于每齿进给量参数时,高速球铣加工表面残留 542–547. doi: 10.1016/j.triboint.2008.02.015.
形貌呈现微沟槽特征. [ 7 ] Etsion I. State of the art in laser surface texturing[J]. Journal of