
Page 65 - 《摩擦学学报》2020年第5期
P. 65
620 摩 擦 学 学 报 第 40 卷
0.4 0.20 0.155 0.133 N/−0.8 V 0.4 0.20 0.107 QT/−0.8 V
QT/OCP
N/OCP
0.15
0.15
QT/−0.4 V
N/−0.4 V
Friction coefficient 0.3 Average friction coefficient 0.10 −0.8 V OCP −0.4 V Friction coefficient 0.3 Average friction coefficient 0.10 −0.8 V OCP −0.4 V
0.100
0.072
0.062
0.05
0.05
0.2
0.2
Potential
Potential
0.1
0.1
0.0 0.0
0 500 1 000 1 500 2 000 0 500 1 000 1 500 2 000
Time/s Time/s
(a) Normalizing (b) Quenching and tempering
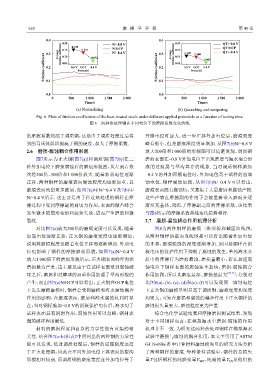
Fig. 6 Plots of friction coefficients of the heat-treated steels under different applied potentials as a function of testing time
图 6 两种热处理钢在不同电位下的摩擦系数变化曲线
的摩擦系数均高于调质钢,这是由于调质处理过后得 开路电位时最大,进一步正移外加电位后,磨痕宽度
到的马氏体组织提高了钢的硬度,加大了摩擦系数. 略有缩小,但是磨痕深度明显增加. 从图7(b)N/−0.8 V
2.6 磨损-腐蚀耦合作用形貌 放大500倍和1 000倍的形貌图可以清楚发现,调质钢
图7所示为正火钢[图7(a)]和调质钢[图7(b)]在三 磨痕表面在−0.8 V外加电位下出现磨屑与海水混合形
种外加电位下磨损腐蚀后的磨痕形貌图,从左到右依 成的过渡层与犁沟共存的现象. 当对调质钢样施加
次经200倍、500倍和1 000倍放大. 随着加载电位逐渐 −0.4 V的外加阳极电位时,外加电位高于试样的自腐
正移,两种钢样的磨痕表面腐蚀程度均逐渐加重,且 蚀电位,钢样腐蚀加剧,从图7(b)N/−0.4 V可以看出,
磨痕表面残留更多磨屑,如图7(a)中N/−0.4 V及7(b)中 磨痕表面既有腐蚀坑,又富集了大量磨屑和腐蚀产物.
N/−0.4 V所示. 这主要是由于经过热处理的钢样在摩 这些产物在摩擦副的作用下会被重新带入磨痕并逐
擦过程中受到摩擦副的剪切力作用,表面的微凸峰会 渐填充基体,降低了摩擦副之间的摩擦系数,该结果
发生微小的塑形变形和疲劳失效,进而产生磨屑和微 与图6所示的摩擦系数曲线变化趋势相符.
裂纹. 2.7 磨损-腐蚀耦合作用机理分析
对比图7(a)放大200倍的磨痕宽度可以发现,随着 图8为两种钢样的磨痕三维形貌和截面曲线图,
加载电位逐渐正移,正火钢的磨痕宽度也逐渐增加, 从两种钢样的截面曲线图都可以看出随着外加电位
说明其磨损程度也随着电位正移而逐渐增加. 外加电 的正移,磨痕轮廓的深度逐渐增加. 原因是钢样在阴
位也影响了钢样的摩擦磨损形貌,如图7(a)N/−0.4 V 极电压的保护作用下抑制了腐蚀的发生,单纯海水介
放大1 000倍下的磨痕形貌所示,正火钢表面的犁沟状 质中的摩擦行为磨痕最浅、磨损量最小,而在加速腐
磨损最为严重,这主要是由于在试样表面受到腐蚀破 蚀电位下钢样表面的腐蚀速率加快,磨损-腐蚀耦合
坏之后,磨屑和对摩球的双重作用加强了犁沟形貌的 作用加剧,所以其磨痕最深、磨损量最大 [28-31] ,分别对
产生;而由图7(a)N/OCP可以看出,正火钢在OCP电位 比图8(a)、(b),(c)、(d)和(e)、(f)可以发现同一腐蚀电位
下发生摩擦磨损时,钢样会受到磨损和海水腐蚀耦合 下正火钢的磨损量明显高于调质钢,磨痕宽度和深度
作用的影响,在磨痕表面,磨屑和海水腐蚀坑同时存 均更大,可知在磨损和腐蚀的耦合作用下正火钢样的
在;当对钢样施加−0.8 V的阴极保护电位后,海水对于 磨蚀损失量更大,磨蚀程度更为严重.
试样表面具有润滑作用,腐蚀作用可以忽略,钢材表 综合电化学试验结果和摩擦磨损测试结果,发现
面的破坏程度最低. 对于不同钢样而言,在模拟海水中磨损-腐蚀的作用
材料的磨损程度和自身的力学性能有直接的相 机理并不一致. 为研究这两种热处理钢样在模拟海水
关性. 结合图7(a~b)和表2中所列出的两种钢的力学性 试验中磨损与腐蚀的耦合作用,本文中引用了ASTM
能可以发现,经过调质处理后,钢样的屈服强度远高 G119-09标准中计算材料磨蚀损失量的研究方法分析
于正火处理钢,因此在不同外加电位下其表面的犁沟 了两种钢样的磨痕. 每种条件试验中,钢样的总损失
形貌相对较弱. 而调质钢的磨痕宽度在外加电位等于 量V包括钢样的纯磨损量V W0 ,纯腐蚀量V 及他们的
C0