
Page 6 - 《真空与低温》2026年第1期
P. 6
高 科等:复合铜集流体制造工艺及其支撑层改性方案综述 3
来实现化学键合从而强化复合铜集流体中基膜和 法(磁控溅射或真空蒸镀一步完成)、二步法(磁控
镀层之间界面的黏接强度,得到更耐用的复合铜集 溅射镀膜-电化学镀)、三步法(磁控溅射镀膜-真空
流体以及安全性高、能量密度大的锂电池。 蒸镀-电化学镀)。表 2 对复合铜集流体的三种制
造工艺路径进行了对比。
表 1 传统铜集流体与复合铜集流体物性参数对比 [9]
1.1 磁控溅射镀膜
Tab. 1 Comparison of physical properties between tradi-
复合铜集流体生产流程的核心工艺是磁控溅
tional current collectors and composite current collectors [9]
射镀膜 [12-13] 。大多数复合铜集流体生产商采用二步
项目 Cu Cu CCC 测试方法
法,具体而言,先采用卷对卷磁控溅射法制备一层
厚度/µm 6 6 马尔测厚仪
较薄铜打底层(厚度≤100 nm),随后通过电镀增厚
面密度/(g·m ) 52 24 电子天平 至 1 µm,该方法操作简单、薄膜附着力好。通用卷
−2
抗拉强度
[13]
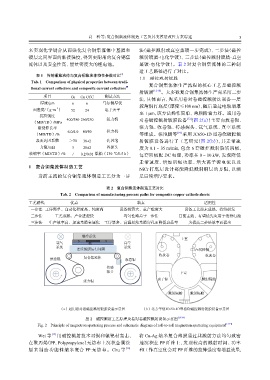
400/380 260/250 拉力机 对卷磁控溅射镀膜设备 (图 2(a))主要由放卷辊、
(MD/TD)/MPa
断裂伸长率 张力辊、收卷辊、传感探头、氩气系统、真空系统
6.0/4.0 80/50 拉力机
(MD/TD)/% 等组成。张艳鹏等 [14] 采用 JC650-1D 型卷绕磁控溅
表面达因系数 >38 38±2 达因笔 射镀膜设备进行了工艺研究(图 2(b)),其走带速
方阻/mΩ 3 20±2 四探头 度为 0.1~35 m/min,包含 6 套磁控溅射旋转阴极,
收缩率(MD/TD)/% / 0.2/0.01 烘箱(130 ℃/0.5 h) 每套阴极配 DC 电源,功率在 0~10 kW,发现降低
走带速度、增加阴极功率、增大离子源电流以及
1 复合铜集流体制造工艺
NiCr 打底层设计都能降低溅射铜层的方阻,以满
当前主流的复合铜集流体制造工艺分为一步 足后续增厚要求。
表 2 复合铜集流体制造工艺对比
Tab. 2 Comparison of manufacturing process paths for composite copper cathode sheets
工艺路线 优点 缺点 适用性
一步法 工序简单、自动化程度高、纯度高 设备投资大、量产难度大 设备工艺尚未成熟,持续研发
二步法 工艺成熟、产业进程快 均匀性略差于一步法 目前主流,有望优先应用于消费电池
三步法 生产效率高、加速基膜金属化 工序繁多、高温易使基膜穿孔而降低良品率 为提高二步法效率而提出
制冷系统
上室
S S
氩气 靶 真空
系统 系统
连续镀膜运行间隔 在线检测
收放卷 收放卷
放卷辊 复合集流体 收卷辊
传感
探头 下室
离子源 溅射隔舱
张力辊
溅射隔舱 溅射隔舱
(a)通用卷对卷磁控溅射镀膜设备示意图 (b)北方华创JC650-1D型卷绕磁控溅射镀膜设备示意图
图 2 磁控溅射工艺原理及卷对卷磁控溅射设备示意图 [13-14]
[13-14]
Fig. 2 Principle of magnetron sputtering process and schematic diagram of roll-to-roll magnetron sputtering equipment
Wei 等 [15] 用磁控溅射技术对铜和银靶材轰击, 将 Cu-Ag 纳米复合薄膜通过共溅射方法均匀致密
在聚丙烯(PP,Polypropylene)无纺布上沉积金属涂 地沉积在 PP 纤维上,发现较高的溅射时间、功率
层来制造功能性纳米复合 PP 无纺布。Chu 等 [16] 和工作真空度会对 PP 纤维的拉伸强度有增益效果,