
Page 129 - 摩擦学学报2025年第8期
P. 129
第 8 期 杨子腾, 等: 新型TBM螺旋槽滚刀磨损自锐性研究 1227
槽处,这是由于在刀盘的推力作用下,相邻刃齿的刃 4.5 Total volume of rock chips 2.0
角处会使其正下方的岩石产生裂纹,当裂纹贯通时, 4.4 Specific energy 1.6
位于螺旋槽下方的岩石会剥落,形成大块岩石碎片.
在正常的磨损情况下,螺旋槽滚刀因其螺旋槽结构导 4.3 1.2
致的岩石破碎特性能够较好地保持,平顶滚刀钝化后 Total volume of rock chips/10 −3 m 3 4.2 0.8 Specific energy/(MJ/m 3 )
岩石破碎特性也基本不变.
比能(Specific energy, SE)是评价滚刀破岩效率的 4.1 0.4
重要指标之一,表示滚刀破坏单位体积岩石时滚动力 4.0 0.0
Wear spiral groove cutter
Wear flat-top cutter
所做的功,比能越低,说明滚刀破岩效率越高,能量利 Flat-top cutter Spiral groove cutter
用率高,其表达式如式(5)所示.
Fig. 13 Total volume of rock chips and specific energy
n
∑
F (i)·d(i) 图 13 滚刀破岩体积与比能
W i=1
SE = = (5)
V V 力和滚动力下降,但破岩体积未发生较大变化,使得
式中:SE为滚刀破岩比能;W为滚刀滚动力做功; F(i) 滚刀在破岩时破碎相同体积的岩石,但做了更少的
为滚刀第i个计算步长内滚动力均值; d(i)为滚刀在第 功,破岩效率自然提升. 与之对应的平顶滚刀,在钝化
i个计算步长内前近距离;V为滚刀破岩总体积. 后切削力上升,破坏相同体积的岩石需做更多的功,
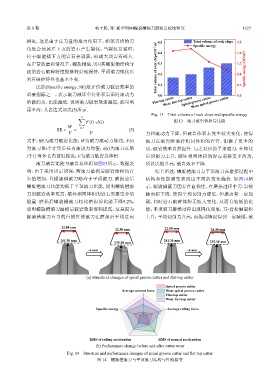
滚刀破岩比能与破岩总体积如图13所示,数据表 所以比能升高,破岩效率下降.
明,由于采用固定切深,两滚刀磨损后破岩体积均有 综上所述,螺旋槽滚刀与平顶滚刀在磨损过程中
少量增加,且螺旋槽滚刀略高于平顶滚刀. 磨损前后 结构和性能演变表现出不同的变化趋势. 如图14所
螺旋槽滚刀比能均低于平顶滚刀比能,说明螺旋槽滚 示,螺旋槽滚刀因存在自锐性,在磨损过程中刀-岩接
刀的破岩效率更高,破坏相同体积的岩石需要更少的 触面积下降,使得平均切削力降低,但振动有一定加
能量. 磨损后螺旋槽滚刀相比磨损前比能下降9.2%, 剧,同时岩石破碎体积无较大变化,从而有较低的比
说明螺旋槽滚刀磨损后破岩效率得到提高,这是因为 能;平顶滚刀磨损过程出现钝化现象,刀-岩接触面积
螺旋槽滚刀自身的自锐性使滚刀在磨损后平均法向 上升,平均切削力升高,而振动情况得到一定减缓,滚
22.00 mm 22.50 mm 22.00 mm 24.40 mm
241.30 mm 235.30 mm 241.30 mm 235.30 mm
−6 mm −6 mm
(a) Structural changes of spiral groove cutter and flat-top cutter
Spiral groove cutter
Average normal force Wear spiral groove cutter
Flat-top cutter
Wear flat-top cutter
Specific energy Average rolling force
RMS of rolling acceleration RMS of normal acceleration
(b) Performance change before and after cutter wear
Fig. 14 Structure and performance changes of spiral groove cutter and flat top cutter
图 14 螺旋槽滚刀与平顶滚刀结构与性能演变