
Page 127 - 摩擦学学报2025年第8期
P. 127
第 8 期 杨子腾, 等: 新型TBM螺旋槽滚刀磨损自锐性研究 1225
200 50
(a) Spiral groove cutter, F N 40 (b) Spiral groove cutter, F R
150
30
100
20
50 10
0 0
(c) Wear spiral groove cutter, F N (d) Wear spiral groove cutter, F R
150 40
30
100
Normal force/kN 50 0 (e) Flat-top cutter, F N Rolling force/kN 10 0 (f) Flat-top cutter, F R
20
50
150
100 40
30
20
50
10
0 0
(g) Wear flat-top cutter, F N (h) Wear flat-top cutter, F R
150 40
30
100
20
50 10
0 0
0 100 200 300 400 500 0 100 200 300 400 500
Rolling distance/mm Rolling distance/mm
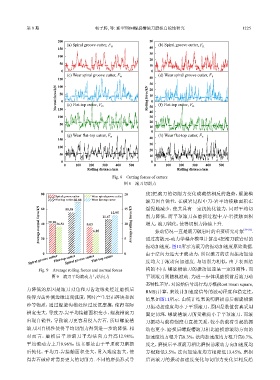
Fig. 8 Cutting forces of cutters
图 8 滚刀切削力
80 20 致2把滚刀的切削力变化成截然相反的趋势,螺旋槽
Spiral groove cutter Wear spiral groove cutter
Flat-top cutter 68.88 Wear flat-top cutter 15 滚刀因自锐性,在破岩过程中刀-岩平均接触面积在
Average normal force/kN 40 39.30 36.54 9.03 6.85 11.67 12.95 10 Average rolling force/kN 削力降低,而平顶滚刀在磨损过程中刀-岩接触面积 .
缓慢地减少,使其具有一定抗钝化能力,同时平均切
60
55.59
增大,滚刀钝化,使得切削力持续上升.
[24–26]
振动情况一直是滚刀破岩时的重要研究对象
5
20
通过离散元-动力学耦合模型计算出4把滚刀破岩时的
振动加速度,图10所示为滚刀的振动加速度原始数据.
0 0 由于法向力远大于滚动力,所以滚刀的法向振动加速
Flat-top cutter
Spiral groove cutter Spiral groove cutter Flat-top cutter 度均大于滚动向加速度. 与切削力相似,由于表面结
Fig. 9 Average rolling forces and normal forces 构的不同,螺旋槽滚刀的振动加速呈一定周期性,而
图 9 滚刀平均滚动力与法向力 平顶滚刀则随机波动. 为进一步体现磨损前后滚刀动
态特性差异,对原始信号进行均方根(Root mean square,
力降低的原因是滚刀刃角和刃齿边缘处经过磨损后
RMS)计算,来统计加速度信号的波动程度和稳定性,
使得刃齿外侧边缘出现弧度,同时产生岩石碎块和泥 结果如图11所示. 由统计结果说明磨损前后螺旋槽滚
沙等物质,通过螺旋沟槽处经过反复摩擦,使得实际 刀振动加速度均小于平顶滚刀,原因是数值仿真采用
槽宽变大,导致刀-岩平均接触面积变小,螺旋槽滚刀 固定切深,螺旋槽滚刀所受载荷小于平顶滚刀,而滚
出现自锐性,导致滚刀更容易侵入岩石,所以螺旋槽 刀振动与载荷强度有直接关系,较小的载荷引起的振
滚刀因自锐性使得平均切削力得到进一步的降低. 相 动也更小. 磨损后螺旋槽滚刀相比磨损前滚动方向的
对而言,磨损后平顶滚刀平均法向力升高12.98%, 加速度均方根升高8.3%,法向加速度均方根升高0.7%.
平均滚动力上升9.96%,这主要是由于平顶滚刀磨损 反之,磨损后平顶滚刀相比磨损前滚动方向加速度均
后钝化,平均刀-岩接触面积变大,贯入难度加大,使 方根降低3.5%,法向加速度均方根降低13.45%. 磨损
得岩石破碎时需要更大的切削力. 不同的磨损形式导 后两滚刀的振动加速度变化与切削力变化呈相反趋