
Page 52 - 摩擦学学报2025年第10期
P. 52
第 10 期 关健, 等: 不同表面处理20CrMo与GCr15配对摩擦副的极端工况摩擦学行为研究 1449
Low speed Z/μm Nominal speed Z/μm High speed Z/μm
(a) 0.5 (b) 0.5 (c) 5
−0.1 −0.3 1
−0.7 −1.1 −3
0 0 0
GCr15 200 800 −1.3 200 800 −1.9 200 800 −7
(FP1) 400 600 −1.9 400 600 −2.7 400 600 −11
600 200 400 X/μm −2.5 Y/μm 600 200 400 X/μm −3.5 Y/μm 600 200 400 X/μm −15
Y/μm
800 0 −3.1 800 0 −4.3 800 0 −19
−3.7
Low speed Z/μm Nominal speed Z/μm High speed Z/μm
1.3 0.7 Furrow 3
(d) 0.5 (e) Furrow −0.1 (f)
−0.3 −0.9 −1
0 −1.1 0 0 −5
GCr15 200 800 −1.9 200 800 −1.7 200 800
(FP2) 400 600 400 600 −2.5 400 600 −9
600 400 X/μm −2.7 Y/μm 600 400 X/μm −3.3 Y/μm 600 400 X/μm −13
Y/μm
800 0 200 −3.5 800 0 200 −4.1 800 0 200 −17
−4.3
Low speed Z/μm Nominal speed Z/μm High speed Z/μm
1.3
0.6
0.7
(g) 0.7 (h) 0.0 (i) −0.1
0.1 −0.6 −0.9
0 −0.5 0 −1.2 0 −1.7
200 800 −1.1 200 800 −1.8 200 800 −2.5
GCr15 400 600 400 600 −2.4 400 600
(FP3) −1.7 −3.3
600 400 X/μm −2.3 Y/μm 600 400 X/μm −3.0 Y/μm 600 400 X/μm −4.1
200 200 −3.6 200
Y/μm
800 0 −2.9 800 0 −4.2 800 0 −4.9
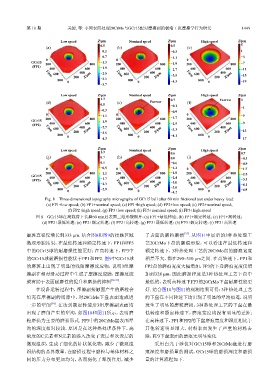
Fig. 8 Three-dimensional topography micrographs of GCr15 ball after 60 min frictional test under heavy load:
(a) FP1+low speed; (b) FP1+nominal speed; (c) FP1+high speed; (d) FP2+low speed; (e) FP2+nominal speed;
(f) FP2+high speed; (g) FP3+low speed; (h) FP3+nominal speed; (i) FP3+high speed
图 8 GCr15球在高载荷下长磨60 min后表面三维形貌照片:(a) FP1+最低转速;(b) FP1+额定转速;(c) FP1+高转速;
(d) FP2+最低转速;(e) FP2+额定转速;(f) FP2+高转速;(g) FP3+最低转速;(h) FP3+额定转速;(i) FP3+高转速
[35]
磨斑直径仅增长到333 μm. 结合图8和图9的接触区域 了表面的磨粒磨损 . 从图11中展示的3种热处理工
微观形貌结果,在最低转速和额定转速下,FP1和FP3 艺20CrMo下盘的磨痕形貌,可以看出在最低转速和
中的GCr15球的耐磨损性能更好;在高转速下,FP3中 额定转速下,3种热处理工艺的20CrMo盘的磨痕宽度
的GCr15球耐磨损性能优于FP1和FP2. 图9中GCr15球 相差不大,都在290~310 μm之间. 在高转速下,FP1和
的磨斑上出现了明显的残留摩擦反应物,说明3组摩 FP2盘的磨痕宽度大幅增加,FP3的下盘磨痕宽度仅增
擦副在相对滑动过程中生成了摩擦反应膜,摩擦反应 加到328 μm,因此磨损程度是3种热处理工艺下盘中
膜有助于表面耐磨性的提升和磨损的抑制 [32-33] . 最低的,表明高转速下FP3的20CrMo下盘耐磨性能更
在设备运转过程中,摩擦副接触面产生的磨粒会 好. 结合图10与图11的观测结果可得:3种热处理工艺
填充在摩擦副的间隙中,对20CrMo下盘表面造成进 的下盘在不同转速下均出现了明显的犁沟痕迹,说明
[34]
一步的犁削 . 在达到额定转速后3组摩擦副表面均 发生了明显的磨粒磨损;3种热处理工艺的下盘在最
出现了磨削产生的犁沟,如图10和图11所示,表明磨 低转速和额定转速下,磨痕宽度均没有明显的差距;
粒磨损为主要的磨损形式. FP3中的20CrMo盘表面犁 在高转速下,FP1和FP2的下盘磨痕宽度和深度相比于
沟的深度相对较浅,原因是在这种热处理条件下,高 其他转速明显增大,材料表面发生了严重的材料去
浓度的C元素和N元素的渗入改变了表层和次表层的 除,FP3下盘表面的磨痕无明显变化.
微观组织,生成了细化的针状氮化物,减少了微观组 采用白光干涉仪对GCr15球和20CrMo盘进行磨
织结构的晶界数量,在磨损过程中磨粒与基体材料之 痕深度和磨损量的测试,GCr15球的磨损深度和磨损
间的压力分布更加均匀,从而弱化了犁削作用,减少 量的计算流程如下.