
Page 69 - 《摩擦学学报》2021年第5期
P. 69
658 摩 擦 学 学 报 第 41 卷
粘结磨损是摩擦过程中基体表面的冷焊和剥落 于降低WC-Co刀具的摩擦磨损. 这些研究表明,垂直
引起的一种磨损形式,它通常伴随着摩擦界面上的累 于摩擦方向的微沟槽织构在试验中均能降低表面摩
[1]
积损伤 . 粘结磨损通常可归因于粘结处的黏滑,以及 擦力,且都能提高材料表面抗粘结性并降低摩擦磨损
[2]
在微观尺度上从摩擦表面拔出金属屑粒 . 此外,当粘 程度. 然而,这些工作均缺少对表面微织构磨损机理
结层与基体之间的温度和压力极高时,可促进粘结处 的解释.
的元素扩散,从而加速粘结磨损 [3-4] . 这种现象被称为 本文作者首先通过激光加工在WC-8Co表面制备
[5]
粘结-扩散磨损,它是一种由高温激活的化学磨损模式 . 了微沟槽织构. 随后,进行与Ti6Al4V小球接触的往复
影响磨损特性的一种途径是改变摩擦界面的形 式摩擦磨损试验,织构WC-8Co的沟槽方向垂直于
貌 [6-8] . 近年来,以微/纳米凹痕或微/纳米凹槽形式的功 Ti6Al4V小球的移动方向,同时,采用了无织构WC-
能性微织构已被应用于材料表面. 据报道,表面微织 8Co作为对比样品. 详细分析了WC-8Co上沟槽织构的
构对几乎所有摩擦系统的摩擦学特性都有有益的影 磨损特性,阐明了激光表面微织构对WC-8Co粘结-扩
响,它可以收集磨损碎屑、储存润滑液以及提高承载 散磨损特性的影响,并揭示了摩擦过程中表面微织构
能力,从而影响磨损特性 [9-10] . 的磨损机理.
表面微织构的制备有聚焦离子束、紫外曝光、化
1 试验部分
学刻蚀、微磨削和激光加工等多种加工方法 [11-12] . 其
中,激光加工由于其独特的能量密度、加工精度和良 1.1 试验材料及表面微织构的制备
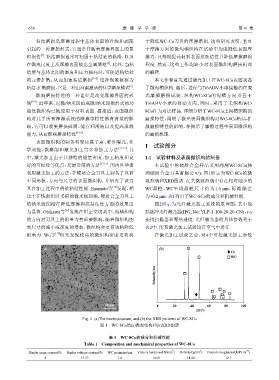
好的可控性等优点,是最常用的方法 [13-15] . 国内外学者 本试验中的硬质合金样品采用商用WC-8Co(株
利用激光加工的方法,在硬质合金刀具上制备了具有 洲硬质合金刀具有限公司),图1所示为WC-8Co的微
不同形状、方向与尺寸的表面微织构,并研究了该刀 观形貌和XRD图谱. 在其微观形貌中存在相对细小的
[16]
具在加工过程中的抗粘结性能. Enomoto等 发现,相 WC晶粒,WC平均晶粒尺寸约为1.6 μm,标准偏差
比于在铣削铝时采用的微米级凹槽,硬质合金刀具上 为±0.2 μm. 表1列出了WC-8Co的成分和机械性能.
的纳米级凹槽在降低摩擦和抗粘结性方面的效果更 图2所示为光纤激光加工系统的原理图,其中包
[17]
为显著. Obikawa等 发现在铝正交切割中,沟槽织构 括脉冲光纤激光器(IPG, No: YLP-1-100-20-20-CN)、x-y
的方向对刀具上的附着力有重要影响,随着微织构图 振镜扫描器和聚焦透镜. 光纤激光器的具体参数列于
案尺寸的减小或深度的增加,微织构会更有效地降低 表2中. 所有激光加工试验均在空气中进行.
[18]
附着力. Wu等 研究发现较高的微织构密度更有利 在激光加工试验之前,对4个可控激光加工参数
(a) (b)
Co
WC
Intensity/a.u.
10 μm
10 μm 0 20 40 60 80 100
2θ/(°)
Fig. 1 (a)The microstructure, and (b) the XRD patterns of WC-8Co
图 1 WC-8Co的(a)微观结构和(b)XRD图谱
表 1 WC-8Co的成分和机械性能
Table 1 Composition and mechanical properties of WC-8Co
2 3 1/2
Binder mass content/% Binder volume content/% WC grainsize/μm Vickers hardness/(N/mm ) Density/(g/cm ) Fracture toughness/(MPa·m )
8 13.37 1.6 1 660 14.86 12.7