
Page 13 - 《真空与低温》2025年第5期
P. 13
552 真空与低温 第 31 卷 第 5 期
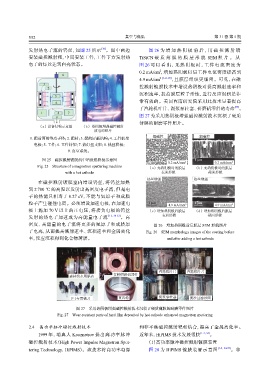
发射热电子流的钨丝,如图 25 所示 [30] 。图中两边 图 26 为 增 加 热 阴 极 前 后 , 用 磁 控 溅 射 镀
安装磁控溅射靶,中间安装工件,工件下方发射热 TiSiCN 硬 质 薄 膜 的 膜 层 形 貌 SEM 照 片 。 从
电子的灯丝达到白亮状态。 图 26 可 以 看 出 , 无 热 阴 极 时 , 工 件 电 流 密 度 为
0.2 mA/cm ,增加热阴极以后工件电流密度提高到
2
4
2 [1-2,28]
4.9 mA/cm ,且膜层组织更细密。可见,在磁
3
2 控溅射镀膜技术中增设热阴极对提高溅射速率和
沉积速率,提高膜层粒子活性,进行反应沉积是非
5
常有效的。美国西南研究院采用此技术显著提高
6
[33]
了汽轮机叶片、泥浆泵柱塞、研磨机零件的寿命 。
1 8 7 图 27 为采用热阴极增强磁控溅射技术沉积了硬质
9
薄膜的耐磨零件照片。
(a)设备结构示意图 (b) 热阴极增强磁控溅射
放电的照片
一般磁控 一般磁控
1. 靶前面的等离子体;2. 靶材;3. 靶的屏蔽结构;4. 工件转架
电极;5. 工件;6. 工件转架;7. 热灯丝支架;8. 热丝阴极;
9. 真空系统。
图 25 磁控溅射镀膜机中增设热阴极示意图 1 μm 1 μm
0.2 mA/mm 2 0.2 mA/mm 2
Fig. 25 Structure of a magnetron sputtering machine (a)无热阴极时的膜层 (b)无热阴极时的膜层
with a hot cathode 表面形貌 截面形貌
热丝增强 热丝增强
在磁控溅射镀膜室内增设钨丝,将钨丝加热
到 2 700 ℃ 的高温以发射出高密度电子流,但是电
子的热能只相当于 0.27 eV,不能与氩原子和成膜
粒子产生碰撞电离。必须增设加速电极,在加速电 1 μm 4.9 mA/mm 2 1 μm 4.9 mA/mm 2
极上施加 70 V 以上的正电压,将接负电极的钨丝 (c)增加热阴极后膜层 (d)增加热阴极后膜层
发射的热电子加速成为高能量电子流 [1-2,30-32] 。高 表面形貌 截面形貌
密度、高能量的电子流将更多的氩原子和成膜原 图 26 增加热阴极前后膜层 SEM 形貌照片
子电离,从而提高溅射速率、沉积速率和金属离化 Fig. 26 SEM morphology images of the coating before
率,反应沉积得到化合物薄膜。 and after adding a hot cathode
汽轮机叶片 汽轮机叶片
食料研磨机部件
森林伐木用锯齿
F-1专用铣刀 直齿轮 泥浆泵柱塞 泥沙过滤沙网
图 27 采用热阴极增强磁控溅射技术沉积了硬质薄膜的耐磨零件照片
Fig. 27 Wear-resistant parts of hard film deposited by hot cathode enhanced magnetron sputtering
2.4 高功率脉冲磁控溅射技术 和非平衡磁控溅射靶相结合,提高了金属离化率。
1999 年,瑞典人 Kouznetsov 提出高功率脉冲 近年来,HiPIMS 技术发展很快 [1-2,34] 。
磁控溅射技术(High Power Impulse Magnetron Sput- (1)高功率脉冲磁控溅射镀膜装置
tering Technology,HiPIMS)。该技术将高功率电源 图 28 为 HiPIMS 镀膜装置示意图 [1-2,34-37] 。非