
Page 76 - 摩擦学学报2025年第10期
P. 76
第 10 期 花铝东, 等: 添加相结构对Cu/PTFE复合材料力热学及摩擦磨损性能影响 1473
基复合材料相比,双连续相复合材料的硬度和抗弯强 1 试验部分
度等力学性能均有所提高,且其具有较好的热稳定性
1.1 PTFE复合材料的制备
[27]
和耐磨性. Ji等 在泡沫铜孔隙中填充固化环氧树脂
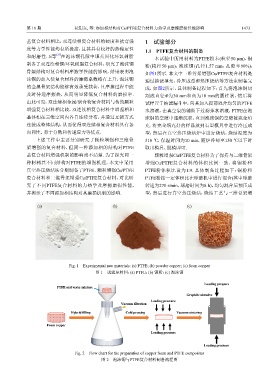
本试验中所用材料为PTFE粉末(粒径50 μm),铜
制备了双连续相铜/环氧树脂复合材料,研究了泡沫铜 粉(粒径50 μm),泡沫铜(孔径1.57 mm,孔隙率90%),
骨架结构对复合材料摩擦学性能的影响,结果表明泡 如图1所示. 本文中三维骨架增强Cu/PTFE复合材料是
沫铜的加入使复合材料的摩擦系数略有上升,泡沫铜 通过抽滤填充、冷压成型和热压烧结等方法来制备完
的金属骨架结构能够有效承受载荷,且摩擦过程中能 成,如图2所示,具体制备过程如下:首先将泡沫铜切
及时传递摩擦热,从而明显降低复合材料的磨损率. 割成直径Φ为30 mm和高为10 mm的圆柱状,然后将
由此可见,双连续相金属/聚合物复合材料与传统颗粒 试样置于抽滤漏斗中,向其加入提前混合均匀的PTFE
增强复合材料相比较,双连续相复合材料中增强相和 水溶液,在真空泵的辅助下过滤掉水溶液,PTFE在泡
基体相在三维空间内各自连续分布,并通过互锁方式 沫铜的空隙中逐渐沉积,直到泡沫铜的空隙被完全填
连接成整体结构,从而使得双连续相复合材料具有各 充. 将完全填充好的样品放到石墨模具中进行冷压成
向同性、易于分散和传递应力等优点. 型,然后在真空热压烧结炉中进行烧结,烧结温度为
上述工作中主要分别研究了颗粒增强和三维骨 310 ℃,保温时间为10 min,随炉冷却至150 ℃以下时
架增强的复合材料,但同一种添加相的结构对PTFE 取出模具、脱模即可.
基复合材料增强机制的影响尚不清楚. 为了探究同一 颗粒增强Cu/PTFE复合材料为了保持与三维骨架
种材料其不同结构对PTFE的增强机理,本文中采用 增强Cu/PTFE复合材料的体积比例一致,将铜粉和
真空热压烧结法分别制备了PTFE、颗粒增强Cu/PTFE PTFE粉体积比设为1:9. 具体制备过程如下:铜粉和
复合材料和三维骨架增强Cu/PTFE复合材料,对比研 PTFE粉按一定体积比在球磨机中进行混合(其中球磨
究了不同PTFE复合材料的力热学及摩擦磨损性能, 转速为270 r/min,球磨时间为8 h),均匀混合后预压成
并揭示了不同添加相结构对其磨损机制的影响. 型,然后进行真空热压烧结,烧结工艺与三维骨架增
(a) (b) (c)
Fig. 1 Experimental raw materials: (a) PTFE; (b) powder copper; (c) foam copper
图 1 试验原材料:(a) PTFE;(b) 铜粉;(c) 泡沫铜
Loading pressure
PTFE and water mixture
Graphite abrasive
Loading pressure
Vacuum filtration
Hybrid filling Cold pressing Vacuum sintering
Foam copper
Loading pressure
Loading pressure
Fig. 2 Flow chart for the preparation of copper foam and PTFE composites
图 2 泡沫铜与PTFE复合材料制备流程图