
Page 64 - 摩擦学学报2025年第10期
P. 64
第 10 期 郭红, 等: 多材料熔融沉积制备PEEK/PEI交替层状结构的摩擦学特性 1461
物材料的黏度,从而影响其加工性能. 因此,本试验中 大展纳米材料有限公司. CF直径为7 μm,长度为(150±
考虑将CF引入半结晶层来改善复合材料的整体性能, 50) μm,购自南京伟达复合材料有限公司.
关于不同CF含量对其交替层状结构和性能影响未见 1.2 MWCNT+PEI/CFS+PEEK层状复合材料的
报道. 本文中采用FDM技术制备了MWCNT+PEI/CFs+ 制备
PEEK交替层状复合材料,研究了CF对层状复合材料 将0.3% MWCNT与PEI颗粒混合,在130 °C条件
结构和摩擦学性能的影响,特别是在不同时间、载荷 下干燥12 h. 然后,使用双螺杆挤出机获得初级长丝,
和滑动速度下复合材料的摩擦磨损行为. 通过磨损表 随后将其切碎成颗粒. 最后,将这些颗粒倒入挤出机,
面的显微照片分析了CF增强MWCNT+PEI/CFs+PEEK 以获得直径为(1.75±0.2) mm的长丝. 采用相同的方法
层状复合材料的磨损机理,为3D打印高度定制减摩抗 制备了不同质量分数CF(5%、10%、15%、20%)的PEEK/
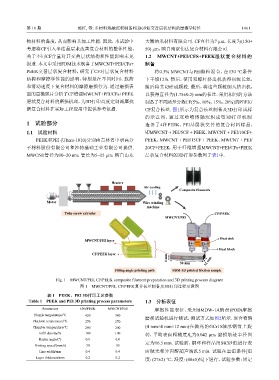
磨复合材料在实际工程应用中提供参考依据. CF复合长丝. 图1所示为复合长丝制备及3D打印试样
的示意图,通过双喷嘴熔融沉积成型3D打印机制
1 试验部分 造备了4种PEEK、PEI基层状交替的复合材料样品,
1.1 试验材料 即MWCNT + PEI/5CF + PEEK、MWCNT + PEI/10CF+
PEEK和PEI (Ultem-1010)分别由吉林省中研高分 PEEK、MWCNT + PEI/15CF + PEEK、MWCNT + PEI/
子材料股份有限公司和沙特基础工业有限公司提供. 20CF+PEEK. 用于纤维增强MWCNT+PEI/CFs+PEEK
MWCNT管径为10~20 nm,管长为5~15 μm,购自山东 层状复合材料的3D打印参数列于表1中.
Heaters
Air cooling
Composite filaments
Motor Wire winding
machine
Twin-screw extruder CF/PEEK
MWCNT/PEI
Heat sink
MWCNT/PEI layer
Heat block
CF/PEEK layer
4 mm
50 mm 12 mm
Filling angle printing path FDM-3D printed friction sample
Fig. 1 MWCNT/PEI, CF/PEEK composite filament preparation and 3D printing process diagram
图 1 MWCNT/PEI、CF/PEEK复合长丝制备及3D打印过程示意图
表 1 PEEK、PEI 3D打印工艺参数
Table 1 PEEK and PEI 3D printing process parameters 1.3 分析表征
Parameters CFs/PEEK MWCNT/PEI 摩擦性能表征:采用BMDW-1A销盘(POD)摩擦
Nozzle temperature/℃ 420 380
磨损试验机进行测试,测试方式如图2所示. 聚合物销
Platform temperature/℃ 270 270
Chamber temperature/℃ 200 200 (4 mm×4 mm×12 mm)在抛光的GCr15轴承钢盘上旋
Infill density/% 100 100 转,平均表面粗糙度R 为0.042 µm,磨损轨迹半径固
a
Raster angle/(°) 0.0 0.0
定为16.5 mm. 试验前,钢环和样品用SiC砂纸进行表
Printing speed/(mm/s) 30 30
Line width/mm 0.4 0.4 面抛光和异丙醇超声清洗5 min. 试验在室温条件[温
Layer thickness/mm 0.2 0.2 度:(27±2) °C,湿度:(40±5)%]下进行,试验参数:固定