
Page 76 - 《爆炸与冲击》2026年第4期
P. 76
第 46 卷 李千一,等: 新型TWIP钢/陶瓷复合结构的抗冲击性能 第 4 期
TWIP 钢通过调整元素含量,使 TWIP 钢中产生大量共格孪晶界,具有较强的韧性。选用密度低、硬度高
的碳化硅陶瓷为面板。材料密度与硬度如表 2 所示。
表 1 新型 TWIP 钢基本力学性能表 表 2 材料密度与硬度
Table 1 Basic mechanical properties of novel TWIP Steel Table 2 Material density and hardness
材料 密度/(g·cm ) 布式硬度/GPa
−3
屈服强度/ 抗拉强度/ 强塑积/
屈强比 均匀延伸率 断裂伸长率
MPa MPa (MPa%) 新型TWIP钢 7.61 3.97
350 853 0.411 0.582 0.606 51 680 SiC陶瓷 3.20 24.8
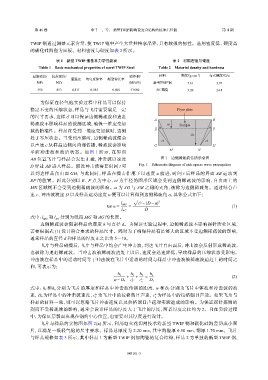
为保证在轻气炮实验过程中样品可以保持
稳定不变的压缩状态,样品与飞片需要满足一定 Flyer plate
的尺寸要求,这样才可以保证边侧稀疏波和追赶
A B
稀疏波不影响样品的被测区域,确保一维应变加 ut Sample
E α α F
载的精准性。样品在受到一维应变加载时,边侧
Dt
处于零压状态。当受到压缩时,边侧稀疏波便会
ct ct
以声速 c 从样品边侧向内部传播,稀疏波会影响 G H
M N
平面冲击波和波后状态。如图 1 所示,在界面
AB 位置飞片与样品会发生正碰,冲击波以速度 图 1 边侧稀疏波传播示意图
D 穿过 AB 进入样品。假设冲击波需要时间 t 可 Fig. 1 Schematic diagram of side sparse wave propagation
以到达样品自由面 GH,与此同时,样品在撞击作用下以速度 u 前进,时间 t 后样品的界面 AB 运动到
EF 的位置。因此分别以 E、F 点为中心,ct 为半径的圆形区域会受到边侧稀疏波的影响,自由面上的
MN 区域则不会受到边侧稀疏波的影响。α 为 AG 与 AM 之间的夹角,被称为边侧稀疏角。通过结合声
速 c、冲击波波速 D 以及样品运动速度 u 便可以计算得到边侧稀疏角 α,具体公式如下:
√
c −(D−u) 2
2
l MG
tanα = = (1)
l AG D
式中:l G 和 l G 分别为线段 MG 和 AG 的长度。
M A
边侧稀疏波会限制样品的厚度 h 与直径 d。为保证实验过程中,边侧稀疏波不影响探针所处区域,
需要根据式 (1) 设计符合要求的样品尺寸。同时为了确保样品有足够大的区域不受边侧稀疏波的影响,
通常样品的直径 d 和样品的厚度 h 之比为 5~10。
飞片与样品碰撞后,飞片与样品中均会产生冲击波,到达飞片自由面后,冲击波会反射形成稀疏波,
也被称为追赶稀疏波。当冲击波被稀疏波追赶上以后,速度会迅速降低,导致样品的压缩状态受影响。
冲击波在样品中的运动时间等于冲击波在飞片中运动的时间与样品中冲击波被稀疏波追赶上的时间之
和,可表示为:
h f h f h f h s
+ L + = (2)
w− D f c f c L s D s
h s 分别为飞片的厚度和样品中冲击波传播的距离,w D f 分别为飞片中体波和冲击波的波
式中: h f 和 和
c L c L 为样品中的拉格朗日声速。如果飞片与
速, D s 为样品中的冲击波速度, 为飞片中的拉格朗日声速,
f s
样品的材料一致,则可以忽略飞片冲击速度以及拉格朗日声速对实验造成的影响。为保证探针探测的
剖面不受稀疏波的影响,通常会设计样品的厚度大于飞片的厚度,两者厚度之比约为 2。且在实验过程
中,为保证层裂面出现在钢的中心位置,也需要对其厚度进行设计。
飞片与样品的实物图如图 2(a) 所示,利用电火花切割技术将新型 TWIP 钢和碳化硅陶瓷切成小圆
片,以满足一级轻气炮的尺寸要求。样品总厚度为 2.20 mm,其中陶瓷厚 0.50 mm,钢厚 1.70 mm。飞片
与样品规格如表 3 所示,其中样品 1 为新型 TWIP 钢加陶瓷的复合结构,样品 2 为单独的新型 TWIP 钢,
043101-3