
Page 121 - 摩擦学学报2025年第8期
P. 121
第 8 期 杨子腾, 等: 新型TBM螺旋槽滚刀磨损自锐性研究 1219
条件,滚刀性能指标包括但不限于切削力、振动加速 急剧升高,极易造成滚刀磨损加剧和轴承以及刀圈的
度和破岩量等,必须综合考虑滚刀多方面性能,而不 异常损坏. 由于刃倾角的存在,传统滚刀磨损后刀-岩
能仅关注于某项指标. 但由于滚刀破岩过程复杂,现 平均接触面积变大,滚刀钝化,贯入难度进一步提升,
[15]
有破岩模型较难对滚刀性能做到综合全面的分析. 例 破岩效率显著降低 . 所以对于新型滚刀的设计目前
如,部分学者将现场实测数据和仿真数据作为动力 应当考虑两方面:(1)新型滚刀相比于传统滚刀应具有
学外部激励,并获取滚刀动态响应,但尚未考虑岩体 更好的破岩特性,即相同贯入度下有更小的切削力和
的不均匀导致滚刀切削力的变化与振动行为的耦合 更高的破岩效率;(2)新型滚刀在磨损进程中应避免滚
关系. 部分学者在给定进给参数条件下研究滚刀破岩 刀钝化,破岩效率持续降低的问题,即应具有自锐性.
历程,则可能忽略了滚刀的动态特性对岩石破碎的影 已有相关学者证明了滚刀刃型对破岩性能和磨
响 [13-14] . 因此,现有的滚刀破岩模型还未将刀-岩接触、 损形式有着直接影响 ,所以可以尝试通过改变滚刀
[16]
岩石破碎和系统振动三者纳入统一框架联动分析,各 表面结构来改变滚刀的破岩性能和磨损进程以解决
参量之间的耦合关系不紧密,对滚刀综合性能评价的 传统滚刀所存在的问题,达成设计目标. 由于使相同
理论方法也尚有改进空间. 岩石破环的接触压力是一定的,因此减小刀-岩接触
针对上述问题,本文中尝试设计了表面具有螺旋 面积一定程度上可以降低平均切削力,同时应保持破
沟槽的新型滚刀. 经过现场试验获得螺旋槽滚刀在真 岩总体积变化较小,从而提升破岩效率. 通过上述理
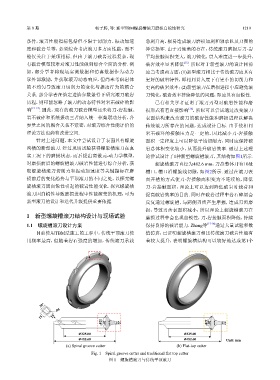
实工况下的磨损状态,而后提出离散元-动力学模型, 论尝试设计了1种新型螺旋槽滚刀,其结构如图1所示.
对磨损前后的螺旋槽滚刀破岩性能进行综合分析,获 螺旋槽滚刀直径为482.6 mm,刀盘整体开有10处
取螺旋槽滚刀切削力和振动加速度等关键指标在磨 槽口,槽口沿螺旋线切除,如图2所示. 通过在滚刀表
损前后的变化趋势与平顶滚刀的不同之处,以探究螺 面开槽的方式使刀-岩接触面积变为不连续的,降低
旋槽滚刀因自锐性引起的破岩性能变化. 探究螺旋槽 刀-岩接触面积,理论上可以达到降低破岩时载荷和
滚刀因自锐性导致磨损进程中性能演变的机理,可为 提高破岩效率的目的. 同时在破岩过程中岩石碎屑会
新型滚刀的设计和迭代升级提供重要依据. 反复通过螺旋槽,与两侧刃齿产生摩擦,造成刃齿磨
损,导致刃齿表面积减小,所以理论上螺旋槽滚刀在
1 新型螺旋槽滚刀结构设计与现场试验 磨损过程中会出现自锐性,刀-岩接触面积降低,持续
1.1 螺旋槽滚刀设计方案 保持良好的破岩能力. Zhang等 [17-18] 通过大量试验和数
目前使用TBM法施工的工程中,传统平顶滚刀使 值仿真,已证明螺旋槽滚刀相比传统滚刀破岩性能有
用频率最高,但随着岩石强度的增加,传统滚刀承载 着较大提升,表明螺旋槽结构可以较好地达成第1个
20°
R5
15 15 120° 20° 22 120° 20° 22
Φ325.00 Φ325.00
Φ482.60 Φ482.60 Unit: mm
(a) Spiral groove cutter (b) Flat-top cutter
Fig. 1 Spiral groove cutter and traditional flat top cutter
图 1 螺旋槽滚刀与传统平顶滚刀