
Page 124 - 《摩擦学学报》2020年第3期
P. 124
390 摩 擦 学 学 报 第 40 卷
w(C): 5.91%
Abrasive Fe w(Mn): 1.16% Fe Mn
w(Fe): 5.91%
Intensity/a.u. C Fe Mn Point 1
2 mm Groove O Total: 100% Mn Fe
Scratch w(C): 5.38%
w(O): 2.81%
w(Mn): 1.03%
w(Fe): 90.78%
1
Banned debris C O Fe Total: 100% Mn Fe
Point 2
500 μm 500 μm
2 0 1 2 6 8
Energy/eV
(a) Rail surface and grinding debris ground by GS-F
w(C): 9.51%
Banned debris w(O): 6.22% Fe Mn
Intensity/a.u. w(C): 4.36% Point 3
3 Fe w(Mn): 1.10%
w(Fe): 83.17%
2 mm C O Total: 100% Fe
w(O): 27.30%
O
w(Fe): 67.58%
Fe w(Mn): 0.76% Fe Mn
Total: 100% Fe
C
4 Point 4
100 μm 500 μm
Groove 0 1 2 6 8
Energy/eV
(b) Rail surface and grinding debris ground by GS-10
w(C): 4.65%
Debris Fe w(O): 5.93% Fe Mn
w(Mn): 0.93%
5 w(Fe): 88.49%
2 mm C O Total: 100% Mn Fe
Banded debris Intensity/a.u. w(C): 3.74% Point 5
6 w(O): 16.19%
Scratch w(Mn): 0.83% Fe Mn
O Fe w(Fe): 79.24%
C Total: 100% Mn Fe
Point 6
100 μm 500 μm 0 1 2 6 8
Energy/eV
(c) Rail surface and grinding debris ground by the GS-12.5
w(C): 6.39% Fe Mn
w(Mn): 1.20%
Scratch Fe w(Fe): 92.41%
8 O Total: 100%
2 mm C Mn Fe
Intensity/a.u. Point 7
7 w(C): 10.88%
w(Mn): 1.07%
Fe w(Fe): 88.05% Fe Mn
Particulate debris O Total: 100% Fe
C
Point 8
100 μm 500 μm 0 1 2 6 8
Energy/eV
(d) Rail surface and grinding debris ground by the GS-15
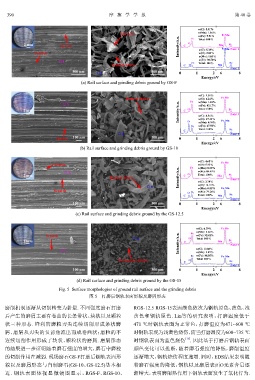
Fig. 5 Surface morphologies of ground rail surface and the grinding debris
图 5 打磨后钢轨表面形貌及磨屑形态
磨削机制逐渐从切削转变为耕犁. 不同强度磨石打磨 RGS-12.5 RGS-15表面颜色依次为钢轨原色、蓝色、浅
后产生的磨屑主要有卷曲的长条带状、块状以及颗粒 黄色和钢轨原色. Lin等的研究表明,打磨温度低于
状三种形态. 锋利的磨粒刃尖连续切削形成条状磨 471 ℃时钢轨表面为正常色,打磨温度为471~600 ℃
屑,磨屑从刃尖的负前角流出而成卷曲状;磨粒的不 时钢轨表现为浅黄色烧伤,而当打磨温度为600~735 ℃
[15]
连续切削作用形成了块状、颗粒状的磨屑. 磨屑形态 时钢轨表面为蓝色烧伤 . 因此基于打磨后钢轨表面
的结果进一步证明随着磨石强度的增大,磨石中磨粒 颜色变化可以推断,随着磨石强度的降低,磨削温度
的切削作用在减弱. 现场磨石GS-F打磨后钢轨表面形 逐渐增大,钢轨烧伤程度递增. 同时,EDS结果表明随
貌以及磨屑形态与自制磨石(GS-10、GS-12.5)基本相 着磨石强度的降低,钢轨以及磨屑表面O元素含量逐
近. 钢轨表面体视显微镜图显示,RGS-F、RGS-10、 渐增大,表明磨削热作用下钢轨表面发生了氧化行为.